
Aalto University - ARTS 3D Printing
Material Extrusion (FDM or FFF):
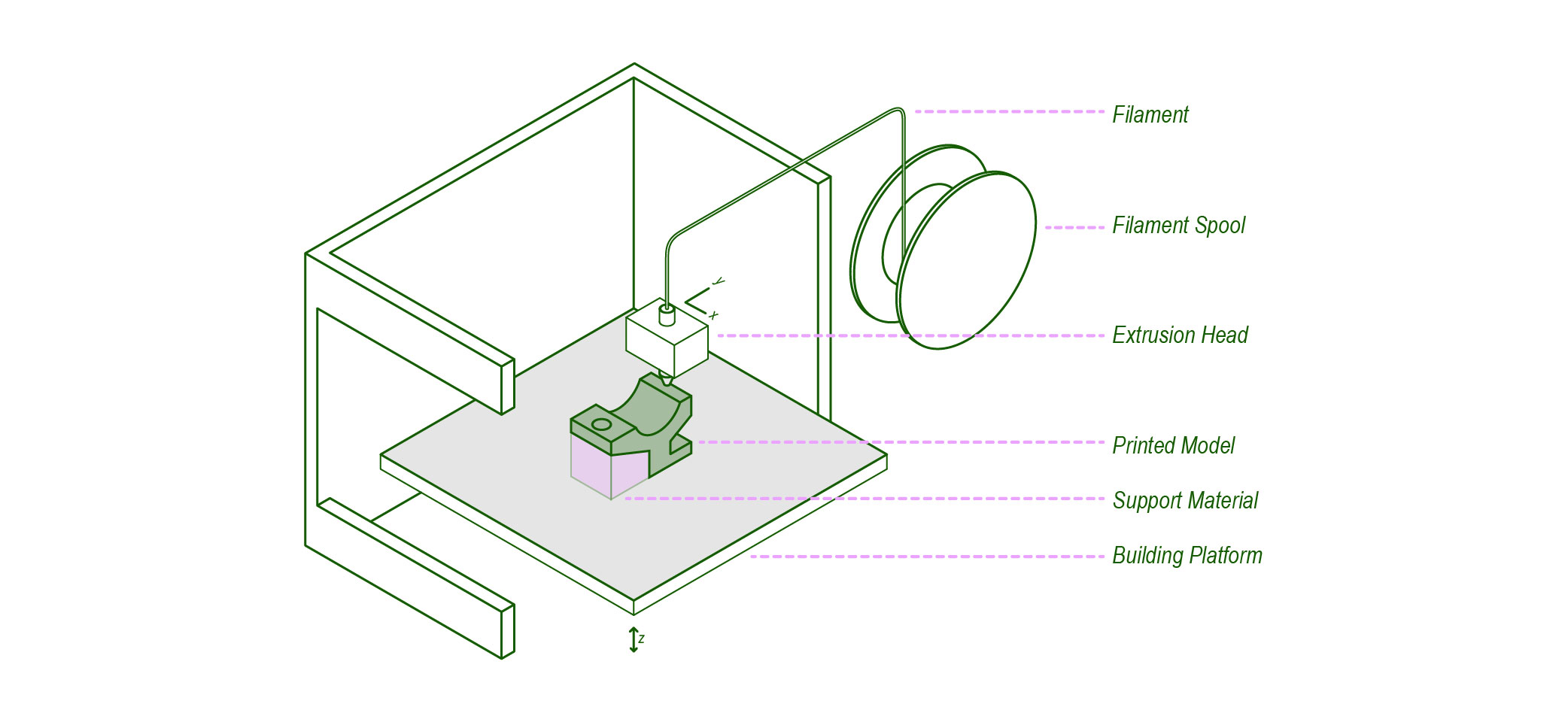
Material extrusion is the most popular and well known printing technology today. The process goes as follows: the material is loaded into the printer and the fed to the extrusion head. If it were printing plastic, it would be equipped with a heated nozzle. A motor drives the filament through, melting it.
The printer then moves over the platform, extruding material at precise locations where it cools and solidifies (sort of like a glue gun), or dries. When it finishes a layer, the extruder will continue to the next layer, repeating the process until the piece is complete.
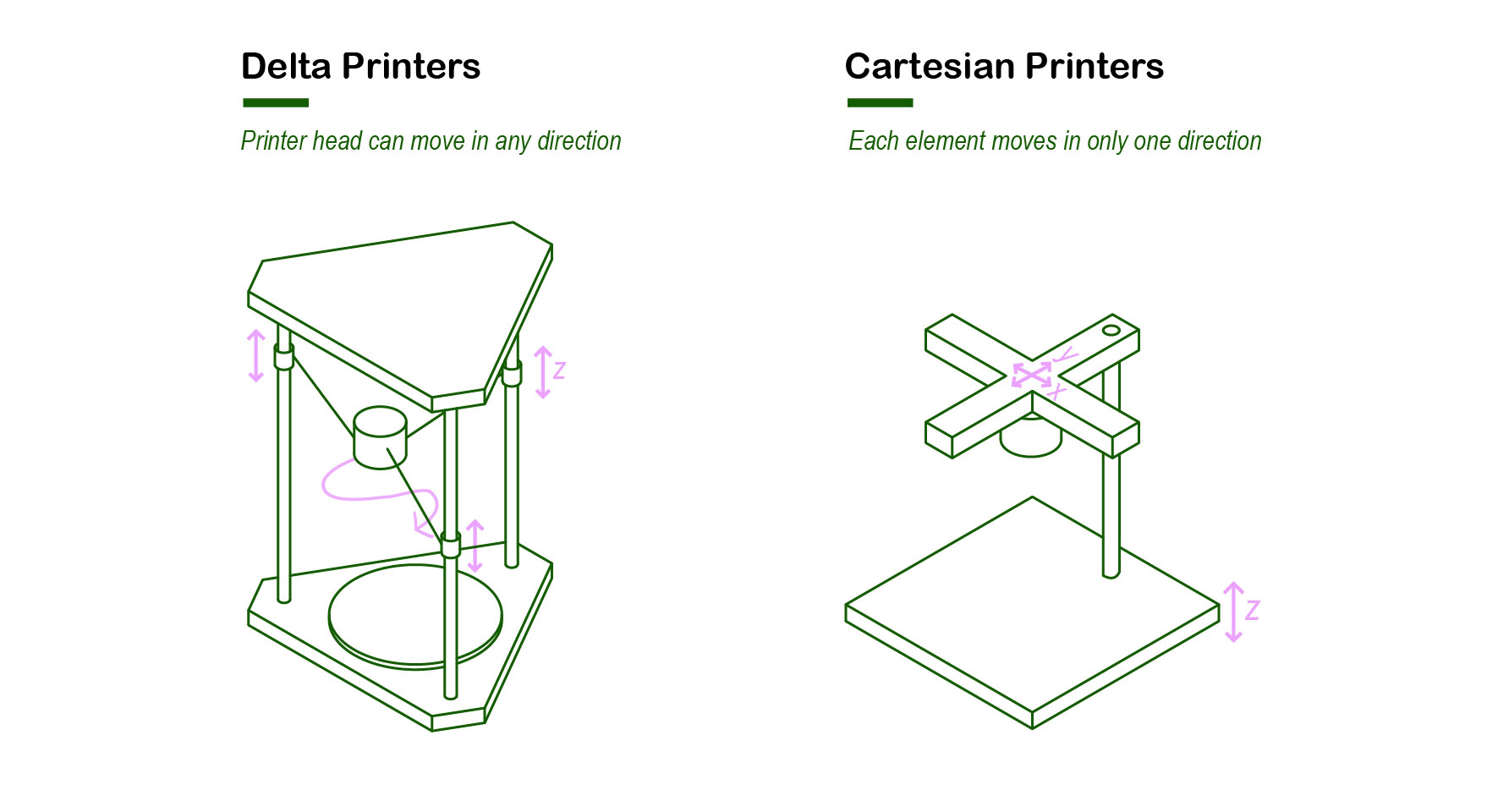
At the workshop we have two types of FDM printers: Cartesian and Delta.
- Cartesian printers use three-axis (x,y,z) to determine the correct position and direction of the print head. With this type of printers, the bed only moves in the Z-axis, while the extruder on the x-y plan. In our large format printer, the extruder will move in the 3 axis, while the bed stays in the same position.
- Delta printers also work in the Cartesian plane; however, they use a different system to navigate the printing space. They consist of three arms attached from rails that move independently only on the Z axis to a print head in order to find the right position. It uses trigonometric functions based on the angles of these arms to determine the precise location of the extruder. Generally, this type of machines have a circular base. At the workshop, we use them for printing clay.
FDM printing is regarded generally as the most cost-effective method of producing printed parts due to the low price of the materials and its short time of printing. On the downside, it has the lowest dimensional accuracy and resolution compared to other technologies. This is the type of technology we would use for general prototyping purposes.
Characteristics of FDM Prints:
- Are likely to have visible layer lines. The level of detail in x,y will depend on the size of the extruding nozzle, and in the z axis from layer height.
- They require support when geometries are at angles greater than 45 degrees. This support can be printed either on the same material, or with a water-soluble one, such as PVA.
- Prints are generally not completely solid. They will have solid wall, and the inside will have an infill structure.
- Printers can be equipped with one or two extrusion heads, which allows to print more than one material at the time. It could be 2-color plastic, or a plastic and a soluble support material.
Materials:
- PLA: Cornstarch based Thermoplastic polyester used for low cost – nonfunctional pieces, since it is quite brittle and cannot resist high temperatures. It can print with detail and comes in a variety of finishes and colors.
- ABS: Petroleum-based plastic with good mechanical properties and bigger strength than PLA. Due to its physical properties, it requires to be printed in a heated environment and a ventilated enclosure for safety.
- TPU: Rubber-like elastometer that can print flexible parts. It has generally a shore hardness between 60 and 95A.
- PVA: Water-soluble synthetic polymer used mainly as a support material. When left in room conditions and exposed to humidity in becomes brittle and it will not print correctly.