
Ceramic Handbook
Section outline
-

Clay objects must be dry before they can be fired. A good way to ensure that an object is dry is to feel it against your skin. If the object feels a little cool, it will probably still be moist even if it looks visually dry. If damp clay objects are fired, the steam coming out of the inside of the object may explode the object or cause cracks during firing. However, when drying earthenware, it must be remembered that the drying is done slowly and evenly enough that the shrinkage during drying does not cause the objects to warp or crack. The thicker the wall of the object is, the slower it must dry.
During the firing process, the clay transforms into ceramics. During firing, several different reactions take place, such as sintering, softening, and then eventually clay body melting if the firing temperature is too high. During firing, the free water is first removed from the clay, and then its crystal water, as the firing progresses. The particles of the clay body components melt together and form a new durable material.
Changes in ceramics caused by firing
Sintering is a key phenomenon in the ceramic process, which can also be called vitrifying. Sintering is a series of reactions in which part of the body melts at the same time as other parts only begin to adhere to each other. In connection with sintering, the total volume of the material decreases while the material becomes denser and stronger.
The sintered body is at its softest at peak firing temperatures and then the shape of the object tends to slump. For example, if an object is placed on a bent kiln shelf, it may warp during firing. When the body has softened, its internal stresses tend to be triggered, which causes distortions in the object, for example. This phenomenon is called clay memory. For example, clay memory can be seen at slip-cast seams that have been smoothed unnoticed before firing. However, after firing, the seams may emerge as the stress due to the direction of the settling particles relaxes. Similarly, changing the shape of the mouth of an object from oval to round is easily accomplished while the object is still wet, but during firing, due to the pulling caused by the clay particle memory, the mouth will probably return to a more oval shape.
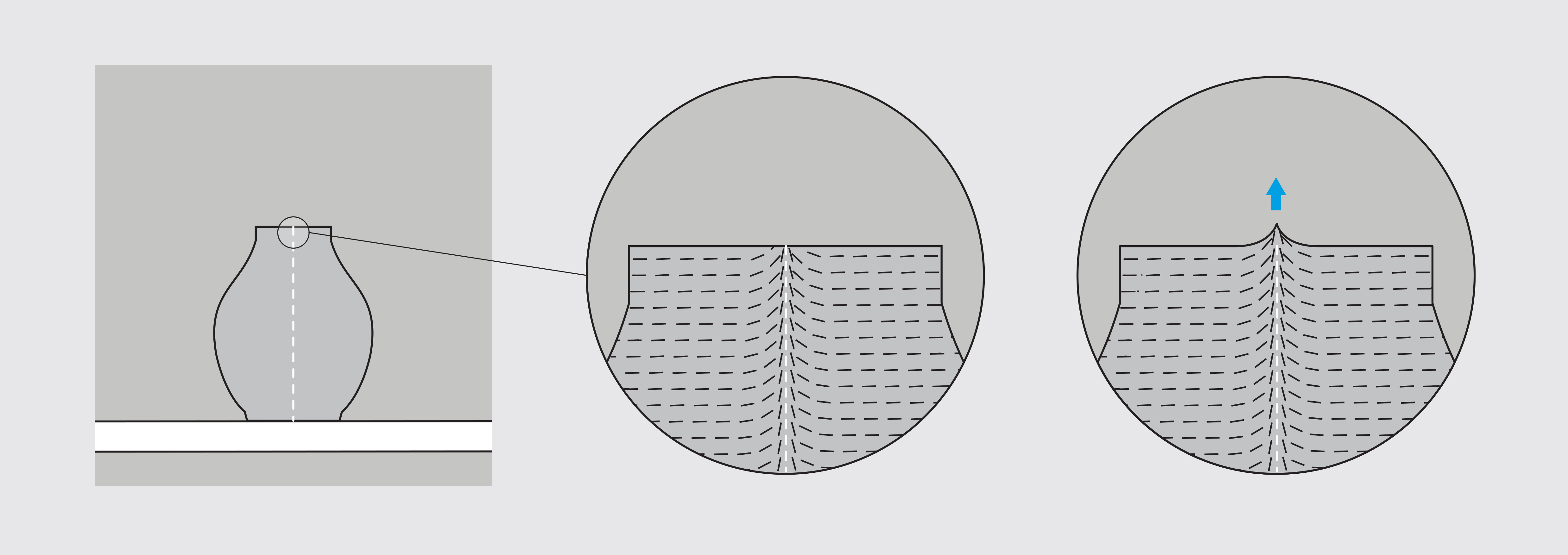
Figure 1. Clay memory: the finished slip-cast seam reappears during firing
If the firing temperature exceeds the sintering temperature of the clay body, the clay body begins to melt. The melting body turns into a soft, semi-solid mass into which bubbles begin to form from the gaseous constituents. At this point, the object loses its shape and eventually melts completely onto the kiln shelf, which can cause great damage to the kiln.
As the temperature in the furnace rises, the volume of the pottery increases. This phenomenon is called thermal expansion. As the temperature decreases, the volume of the materials decreases correspondingly. In the making of ceramics, this is particularly important in the coordination of the body and the glaze, since the glaze, when cooled, is subjected to either compressive or tensile stress in relation to the body beneath. The thermal expansion of the glaze should be less than that of the body because the glazes withstand the compressive stress better, in other words, the body should shrink more than the glaze during cooling.
The change in size after firing compared to the dry size of an object is called firing shrinkage. The denser the fired clay body, the more it shrinks. The shrinkage of a stoneware clay body is usually about 13%, slightly more with porcelain (14–16%) and considerably less with porous red clay. Changes during firing are taken into account in the design and making phase of the ceramic artefact. The fired product is also lighter than the unfired, because in addition to the removal of free water, organic matter and crystal water evaporate.

Figure 2. Post-firing changes, such as firing shrinkage, are seen when the unfired and vitrified fired pitcher are compared. Pitcher by Nathalie Lautenbacher
Firing temperatures of different clay bodies:
Porcelain: 1200–1400 °C
Stoneware clays: 1150–1300 °C
Low firing clays (earthenware, earthenware and red clays): 1000–1100 °C
Bisque firing and glazing firing
Bisque firing refers to the first firing of objects to a temperature of about 800–950 °C. The purpose of this firing is to make the objects durable enough to easily handle when glazing. The bisque fired body is porous and absorbs water from the glaze, whereby the glaze adheres to the surface of the object. In bisque firing, a slow start is important so that any free water left in the pores can evaporate away. Crystal water is also removed at the beginning of firing (400–650 °C). Firing should be slow so that all firing reactions have time to complete. Contaminants remaining in the clay body during bisque firing can cause vitrification defects when gassing during glaze firing.
For bisque firing, objects can be stacked together or even gently stacked on top of each other.
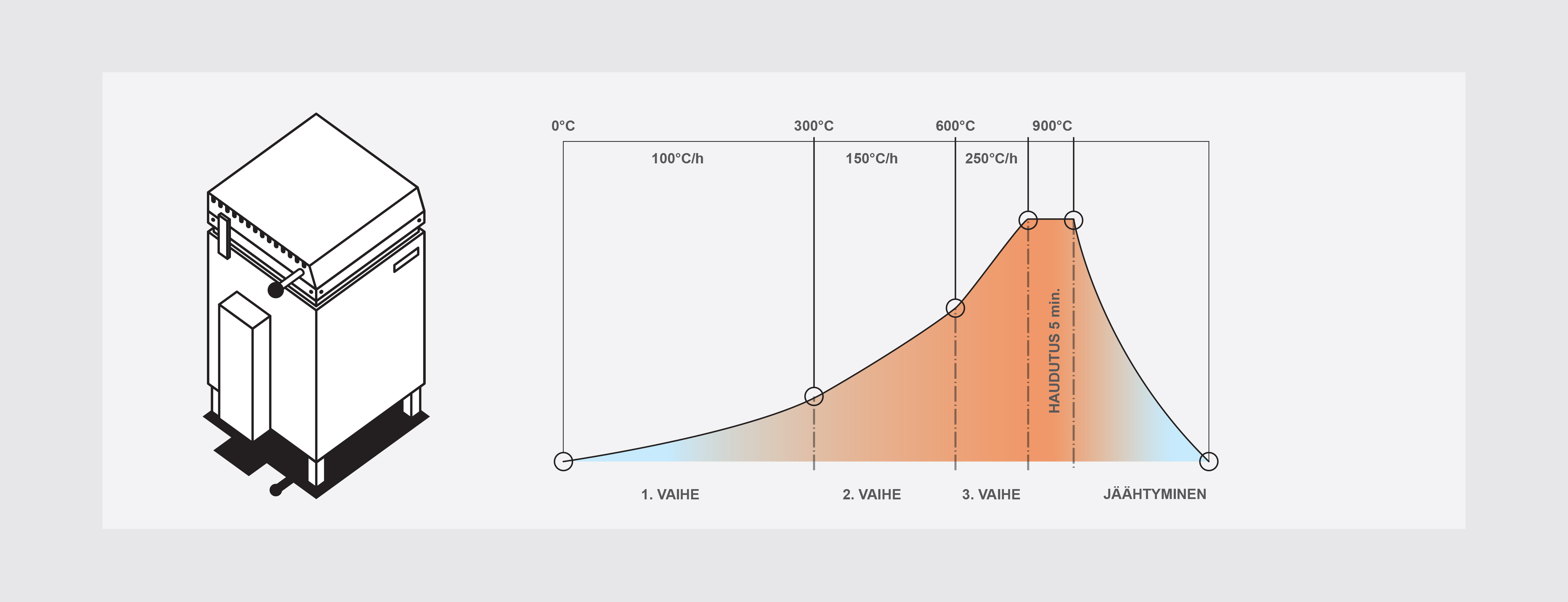
Figure 5. Bisque firing curve
In glaze firing, objects are fired to as high a temperature as the melting of the glaze requires. At the same time, the body is made to sinter in the desired manner into a suitably dense and durable object. The final glazing temperature varies depending on the clay type used and the glaze. A fast or slow heat rise program affects the melting of the glaze and some glazes require deceleration at different stages of firing. For example, in crystal glazes, the crystals grow in a cooling glaze, which is why the glaze firing is held at different cooling temperatures for several hours, depending on how large and what shape crystals are sought. (http://www.airihortling.fi/Lasite_ja_lasittaminen.pdf).
Before firing, the glaze is carefully wiped from the bottom of the bisque fired objects so that they do not stick to the kiln shelf. The objects are loaded in the kiln so that they do not touch each other.
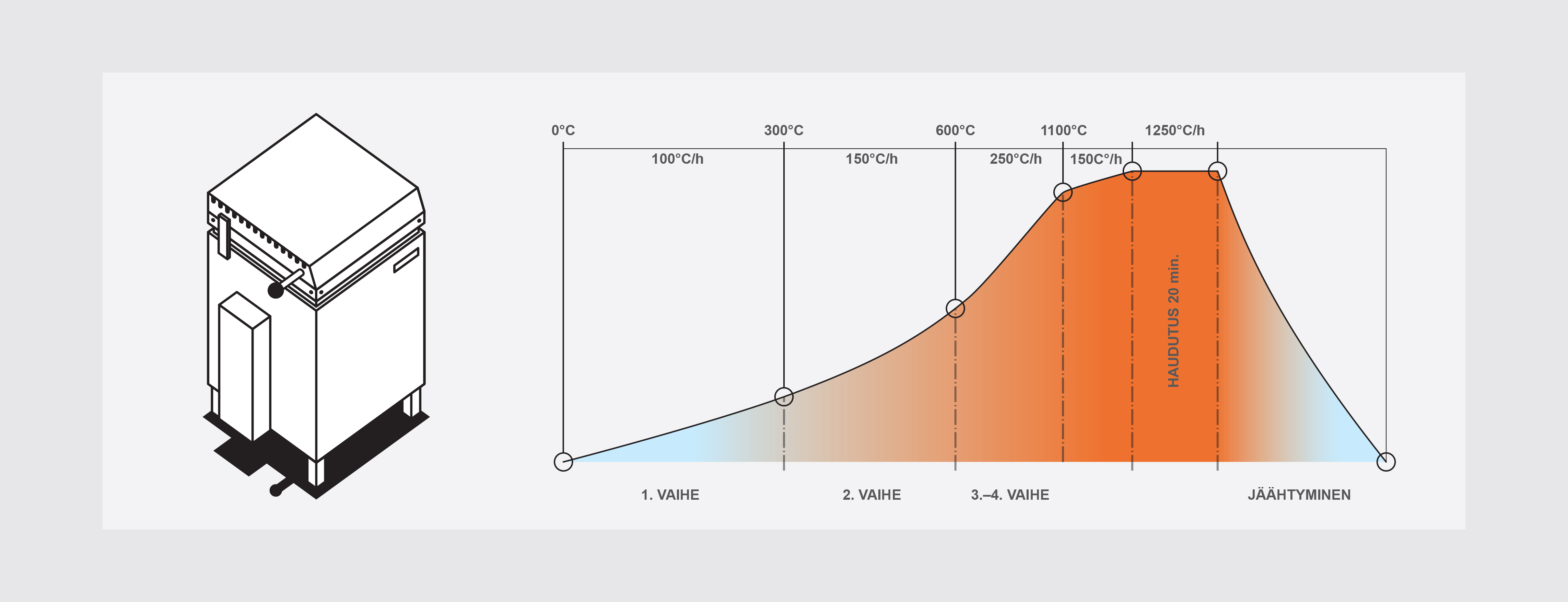
Figure 6. Glazing firing curve 1250 °C
Different firing methods
Before looking at different methods of firing ceramics, such as gas and electric firing, let’s open up what firing atmospheres mean.
Firing Atmospheres
The firing atmosphere refers to the firing climate in the kiln during firing. The firing atmosphere is affected by the amount of oxygen in the furnace space, which in turn affects the appearance of both the clay body and the glaze.
Neutral firing means firing in which firing reactions take place to completion. In other words, firing consumes only the amount of oxygen used by the firing reaction in question. During neutral firing, the furnace is free of excess, free oxygen, and carbon monoxide (CO). In an electric kiln, the firing is usually neutral. Neutral fired glazes are typically brighter than reduction fired glazes, especially at lower temperatures.
Oxidation firing occurs when more air is introduced into the furnace than would be necessary for firing. Oxidation firing can be achieved by opening the kiln ventilation hatches or by opening the kiln door lid. As a result of oxidation firing, for example, copper oxide, which has already been reduced once, can be oxidized back to its original color.
Reduction firing is often done in a gas or wood kiln. The reduction is achieved when not enough oxygen is released into the burner housing for complete firing. This produces carbon monoxide (CO) in the furnace. Carbon monoxide tends to bind with another oxygen atom, and some metal oxides used in ceramics, in turn, can release oxygen atoms during firing. Reduction occurs when oxygen is removed from these compounds. In practice, the most visible change occurs in the coloring of ceramics: for example, brown iron oxide (Fe₂O₃) and changes to blue-green (FeO) during firing. Another easily reducing non-ferrous metal oxide is a greenish copper oxide that turns red during reducing firing. There are glazes designed for reduction firing, e.g. Celadon and Ox blood.
Firing Methods
Ceramic kilns are divided into two main types: gas and electric. The gas kiln is heated by firing fuel such as oil, gas or wood in the kiln or burners. In these kilns, the flames enter directly into the kiln space and are in direct contact with the objects being fired. Gas and wood kilns are particularly well suited for Reduction firing. The heat required in an electric kiln is generated when an electric current is directed to the electric heaters inside the kiln, called elements. The atmosphere of the electric kiln is neutral when the kiln space is closed. Oxidation firing is achieved when the kiln vents or door are cracked.
Raku is a Japanese firing method in which objects are lifted from a kiln at the peak temperature of firing and placed in a container containing combustible material (often sawdust). The smoke penetrates the pores of the hot body, staining it black. At the same time, many glaze colorants can be reduced. After smoking, the objects are rapidly cooled in a water vessel. Raku objects are characterized by cracks in the glass surface that occur during cooling due to thermal shock. Raku should only be fired by an experienced professional, as there are several dangerous steps involved in the firing.
Wood firing is the traditional and oldest method of firing ceramics, in which wood is used as fuel for the kiln. Wood firing requires a lot of time as logs are added to the firing chamber throughout the firing process. Firing generally takes 14–30 hours. During firing, the appearance of clay bodies and glazes is greatly affected by the flame and smoke formed in the kiln space, as well as the ash. Traces of flame form on the object and molten ash can glaze the surface of the unglazed object. In a wood kiln, clay bodie and glazes can also be reduced, so glazes from reduction firing such as Celadon and Oxblood work well in wood firing.
In salt firing, moistened coarse salt, i.e. sodium chloride, is thrown into the furnace at the sintering temperature of the clay body, whereby the silica contained in the surface of the clay body reacts with sodium to form a glass coating. The glaze layers and thickens as the firing continues. The more times the salt is thrown, the thicker the glaze is formed. The method requires a kiln type in which a flame carries salt inside the furnace during firing. The temperature of the clay body depends on the firing temperature of the salt glaze, which must be at least 1100 °C, at which point the salt begins to evaporate. (http://www.airihortling.fi/Lasite_ja_lasittaminen.pdf).
Kiln Programming and Loading
Instructions for kiln programming and loading you will find in the Studio practices and equipment section.
References
Brinck, J. (2019). Keramiikka: värit ja polttaminen [Unpublished teaching material]. Aalto University.
Hortling, A. (n.d.) Lasite ja lasittaminen. University of Art and Design Helsinki. Retrieved 28.11.2020, C.
Jokinen, E. (2019). Lasiteluento [Unpublished teaching material]. Aalto-yliopisto.
Jylhä-Vuorio, H. (2003). Keramiikan Materiaalit. Kuopio: Taitemia
Lautenbacher, N. (2016). Keramiikan materiaalit ja poltto [Unpublished teaching material]. Aalto-yliopisto.
Zakin, R. and Bartolovic, F. (2015). Electric Kiln Ceramics. American Ceramic Society. Retrieved 4.12.2020, https://ceramicartsnetwork.org/daily/firing-techniques/electric-kiln-firing/quartz-inversion-and-other-important-stages-of-firing-pottery/Images and illustrations
Figure 1. Kerimov, N. (2020). Clay memory. [Illustration].
Figure 2. Kinnunen, A. (2020). Post-firing changes. [Photo].
Figure 3. Kerimov, N. (2020). Bisque firing curve. [Illustration].
Figure 4. Kerimov, N. (2020). Glazing firing curve 1250 °C. [Illustration].