Keramiikan käsikirja
| Sivusto: | Aalto OpenLearning |
| Kurssi: | Keramiikan käsikirja |
| Kirja: | Keramiikan käsikirja |
| Tulostanut: | Guest user |
| Tulostettu: | perjantaina 24. heinäkuuta 2026, 22.26 |
Sisällysluettelo
- Johdanto
- Savi materiaalina
- Keramiikan savet ja massat
- Keramiikan massa- ja lasiteraaka-aineet
- Savimassan valmistaminen
- Keramiikan valmistusmenetelmät
- Keramiikan polttaminen
- Keramiikkauunit ja niiden polttotavat
- Lasite
- Lasitteiden jaottelu
- Hapettavan polton lasitteet
- Pelkistyspolton lasitteet
- Erikoislasitteet
- Lasitteen valmistaminen
- Lasittamistekniikat
- Yleisimmät lasitusvirheet ja niiden korjaaminen
- Lasitteen kierrättäminen
- Koristelu- ja pintakäsittelymenetelmät
- Terveys ja työturvallisuus
- Lisämateriaalit
- Keramiikan sanasto
- Lähteet
Johdanto
Keramiikan käsikirja on avoin nettikirja kaikille keramiikasta ja sen valmistamisesta kiinnostuneille. Käsikirja sisältää tekstejä, kuvia, kuvituksia, animaatioita sekä videoita ja se on jaettu aihepiireittäin luvuiksi. Keramiikan käsikirja on suunniteltu siten, että se voidaan aloittaa mistä tahansa osiosta ja edetä selaillen materiaalia. Keramiikan käsikirja on nettisivusto, jota päivitetään uuden tiedon myötä.
Keramiikan käsikirjan tuottamiseen on osallistunut useita
tekijöitä, joista jokainen on tuonut kirjaan oman käsialansa. Keramiikan käsikirja
on kehitetty vuonna 2021 osana Aalto-yliopiston Taiteiden ja suunnittelun
korkeakoulun Aalto Online Learning -hanketta. Työryhmässä olivat mukana Jaana
Brinck, Tomi Pelkonen, Nathalie Lautenbacher, Eeva Jokinen, Priska Falin, Saija
Halko, Mimi McPartlan, Aura Latva-Somppi, Karen Visuri, Erin Turkoglu ja Camilo
Cortes. Käsikirjasta kerättiin palautetta ja sen perusteella kirjan rakennetta ja sisältöä kehitettiin eteenpäin vuonna 2022.
Suurin kiitos tästä Keramiikan käsikirjan päivitetystä versiosta
kuuluu Airi Hortlingille. Ilman Airin valtavaa tietomäärää ja asiantuntemusta
käsikirjan päivitystä ei olisi voitu tehdä tässä laajuudessaan. Iso kiitos
avusta ja asiantuntemuksesta kuuluu myös teille Antti Huittinen, Aba Luostarinen, Riitta
Talonpoika, Päivi Takala ja Jari Vesterinen.
Työryhmä
Sanna Palmu
Nathalie Lautenbacher
Tomi Pelkonen

Kuva
Kinnunen, Anne. Aistimuksia, Priska Falin.
Savi materiaalina
Savi on taipuisa ja plastinen materiaali, jota voidaan muotoilla monilla eri tekniikoilla. Kostea ja pehmeä savi muuttuu kuivuessaan kovaksi ja hauraaksi, ja poltossa se kovettuu ja tiivistyy kestäväksi materiaaliksi eli keramiikaksi. Savimateriaalit ovat vanhimpia ihmisten luonnon raaka-aineista kehittämiä rakennusmateriaaleja ja sellaisenaan savea on käytetty jo kauan ennen kuin sitä keksittiin kovettaa polttamalla.
Tässä osiossa käydään läpi mitä savi on ja missä se on syntynyt.
Mitä savi on?
Savi eli saves on kivennäismaalaji eli kiven pienin raekoko. Kivennäismaalajit luokitellaan karkeammasta hienompaan raekokoon rakeiden läpimitan mukaan.

Savea on teknisessä mielessä tietyn koon omaava materiaali, joka on mineraalista alkuperää ja tietyn vesilisäyksen jälkeen muovailtavaa. Käytännössä kuitenkin saveksi kutsutaan hienojakoisia maalajeja, jotka sisältävät yli 30 %:a savea. Savi on kosteassa tilassa plastista ja muovailtavaa. Savet kutistuvat kuivuessaan ja kuivia savipaloja ei voi särkeä sormissa puristamalla jauhoksi kuten silttiä, vaan ne rikkoutuessaan jäävät muruiksi ja siruiksi.
Eri-ikäisten savikerrostumien rakenne on erilainen. Lustosavi eli kerroksittain esiintyvä savi on helppo tunnistaa raidallisesta rakenteestaan.
Saven muovailtavuus poistuu pysyvästi polton aikana. Polttolämpötilan on oltava yli 450°C, jolloin savi muuttuu keramiikaksi.Saven koostumus, ominaisuudet ja väri riippuu siitä mistä alkuperäisistä kivilajeista se on muotoutunut.
Saven synty ja koostumus
Savet ovat
syntyneet rapautumalla erilaisista kivilajeista. Rapautumista tapahtuu mekaanisesti,
kemiallisesti ja biologisesti.
Mekaanista rapautumista aiheuttaa veden, lämpötilan vaihteluiden ja jään vaikutukset kiveen.
Kemiallinen rapautuminen on sarja maan pinnalla tapahtuvia kemiallisia reaktioita kiven, ilmakehän ja veden välillä. Kemiallista rapautumista tapahtuu, kun esim. sadevedessä olevat hiili-, rikki- tai muut happoyhdisteet vaikuttavat kiveen. Kemiallista rapautumista tapahtuu myös maan kuoressa. Magman leviäminen maan kuoren kivikerrosten väliin aiheuttaa rapautumista. Myös magman nousun aikaan saamat kuumat hiilidioksidi-, vesi-, boori- ja fluorikaasut rapauttavat kivikerroksen maasälpää.
Biologinen rapautuminen tapahtuu, kun mikrobit, jäkälät sekä puiden ja muiden suurien kasvien juuret hajottavat kiveä tuottamillaan hapoilla.
Rapautuminen on osa jatkuvasti käynnissä olevaa aineen kiertokulkua, jossa kivi eri muodoissaan kiertää syvältä maankuoresta maan pinnalle ja takaisin maankuoreen. Kiven kierto kivisulasta magmakiveksi, kerrostuneeksi sedimentiksi ja sedimenttikiveksi, metamorfoituminen vuorijononmuodostuksessa ja uudelleensulaminen saattaa kestää satoja miljoonia vuosia. Tämä prosessi on nimeltään aineen suuri kiertokulku.
Kivilajit
Kivilajit jaetaan magmakiviin, metamorfisiin kiviin ja sedimentteihin syntytavan mukaan. Magmakivet ovat muodostuneet sulasta magmasta joko syvällä maankuoressa (syväkivet) tai maan pinnalla (pintakivet). Kivilajien painuessa takaisin syvemmälle maankuoreen, tapahtuu metamorfoosi. Siinä kivilaji muuttuu uudeksi korkean paineen ja lämpötilan vaikutuksesta. Sedimentit jaetaan kahteen ryhmään niiden olomuodon mukaan. Sedimenttikivet ovat muodostuneet joko metamorfisista kivilajeista uuden metamorfoosin kautta lähempänä maan pintaa tai sora-, hiekka- ja savikerroksista kovettumalla.
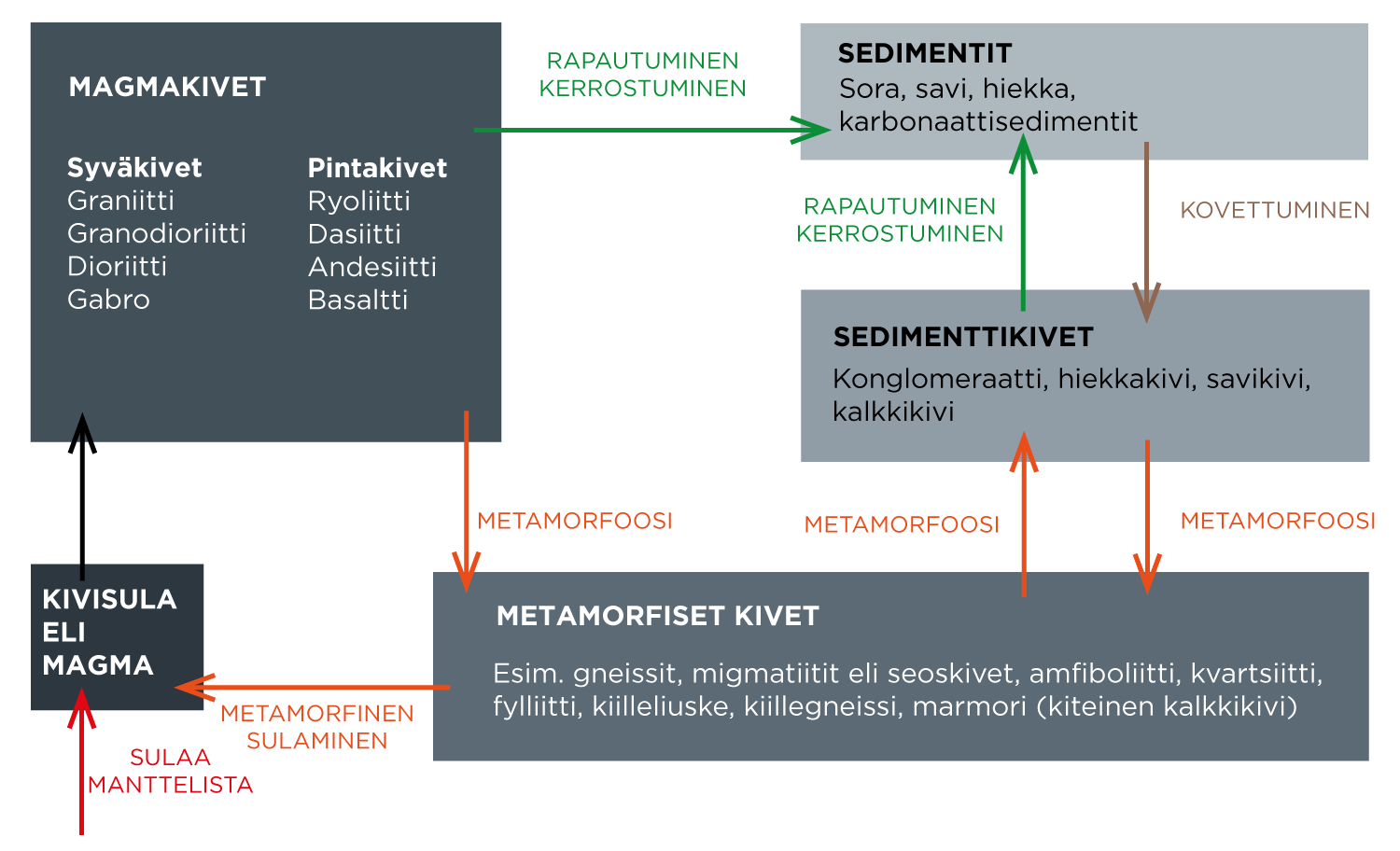
Noin 95 % maan kuoresta koostuu silikaattimineraaleista, joista noin 60 % on maasälpiä ja 12 % kvartsia. Kaikissa silikaattimineraaleissa esiintyy yhdistelmä piitä (Si) ja happea (O). Keramiikan näkökulmasta tärkeimpiä silikaattimineraaleja ovat hohkasilikaatit l. kvartsi ja maasälpä.
Saviesiintymät Suomen alueella
Suomen saviesiintymät ovat pääsääntöisesti punaiseksi palavaa luonnonsavea eli rautapitoista punasavea. Rauta
kuuluu maankuoren yleisimpiin alkuaineisiin ja Suomen maaperän kiviaineksessa
sen osuus on noin 3 %. Veden mukana kulkenut hienojakoinen maa-aines eli savi
on sitonut itseensä helpoimmin rapautuvista alumiinisilikaattimineraaleista
irronnutta rautaa.
Suomen kallioperä on suurimmaksi osaksi ikivanhaa. Se on peräisin arkeeisesta ajasta 2800–2700 miljoonaa vuotta sitten ja kuuluu prekambristen kivilajien (ikä 1600–2800 miljoonaa vuotta) muodostamaan Fennoskandian kilpeen. Euraasian mantereen vanhimpiin osiin kuuluva kallioperä on näkyvissä vain Fennoskandian ja Ukrainan alueella. Muualla se on nuorempien sedimenttikivilajien peittämä.
Viimeisin jääkausi ja
varsinkin mannerjään sulaminen muokkasi Fennoskandia kilven aluetta. Sulava jää siirsi suuria määriä maa-ainesta ja Suomen maaperä onkin sen jäljiltä alle 10 000 vuotta vanhaa. Suomessa maakerros on keskimäärin 8,6 m paksua. Lapissa se voi olla paikoin jopa 100 m. Mannerjään sulamisen eri vaiheiden lopputuloksena on syntynyt Itämeri, jonka vaiheet liittyvät olennaisesti Suomen saviesiintymien syntymiseen.
Savien jaottelu
Syntysijoilleen jääneitä savimineraaleja kutsutaan primäärisaviksi ja syntypaikoiltaan muille alueille siirtyneitä savia kutsutaan sekundäärisaviksi. Savien siirtyminen on tapahtunut esimerkiksi jääkauden sulamisvesien mukana.
Primäärisavet eivät ole
joutuneet veden kuljetettaviksi eikä lajiteltaviksi, joten samalta paikalta löytyy
erilaisia raekokoja. Tärkein primäärisavien ryhmä on Kaoliniitti-ryhmä, johon
kuuluu useita lajeja. Yleisin näistä on kaoliniitti (Al2O3
· 2SiO2 · 2H2O), joka koostuu alumiinioksidista,
piidioksidista ja kidevedestä. Muita ovat mm. halloysiitti, dikiitti ja
nakriitti. Kaoliniitti on yksi puhtaimpia savimineraalien muotoja ja sitä
löytyy lähes kaikkien luonnon savien koostumuksesta.
Kaoliniitti on yksi historiallisesti tärkeimmistä keramiikassa käytetyistä mineraaleista. Se on tunnettu Kiinassa jo noin 200 eaa. Han-dynastian aikana. Puhdasta, valkoista kaoliniittia louhittiin Kiinassa sijaitsevasta Kao-Ling-vuoresta ja siitä syystä materiaali saikin nimen kaolin (suomeksi kaoliini).
Kaoliini oli kiinalaisen posliinisaven
tärkein raaka-aine. Posliinista valmistettuja esineitä kuljetettiin ja markkinoitiin Kiinasta Eurooppaan silkkitien kautta ja meritse 1300-luvulta alkaen. Eurooppalaiset yrittivät selvittää kiinalaisen
posliinin läpikuultavuutta aiheuttavaa salaista ainesosaa pitkään. Se selvisi
vasta vuonna 1700-luvun alussa, kun ranskalainen jesuiittalähetyssaarnaaja
lähetti kaoliininäytteitä Eurooppaan esimerkkeinä kiinalaisten posliinin
valmistuksessa käyttämistä materiaaleista.
Myös Suomessa on kaoliniittiesiintymiä mm. Enossa, Puolangalla ja Virtasalmella.
Sekundäärisavet ovat syntypaikoilta pois kulkeutuneita savia, joihin on tullut mukaan erilaisia epäpuhtauksia. Kulkiessaan esimerkiksi jääkauden sulamisvesien mukana mineraalit lajittuivat ja kerrostuivat raekoon mukaan maaperään. Siksi erilaiset sekundäärisavet vaihtelevat koostumukseltaan ja eroavat toisistaan sekä plastisuudessa että polttolämpötiloissa. Johtuen sekundäärisavien epäpuhtauksista, suurin osa on poltettuna väriltään ruskehtavia, harmahtavia tai punertavia. Sekundäärisavia ovat mm. pallosavet.Sekundäärisaviin tulleita epäpuhtauksia
ovat esimerkiksi:
- Rautayhdisteet → yleisimpiä värin antajia
- Kalsium-yhdisteet → vaikuttavat väriin ja polttolämpötilaan
- Rikkiyhdisteet
- Kiille → heikentää lujuutta ja lämpötilan vaihteluiden kestoa
- Maasälvät → alentavat sulamispistettä
- Liukoiset suolat
- Humus
- Hiiliyhdisteet
Kuvitus
Kerimov, Nikolo. Aineen suuri kiertokulku.
Palmu, Sanna. Kivilajien muodostuminen.
Palmu, Sanna. Itämeren syntyvaiheet.
Saven ominaisuudet
Savella on erityisominaisuuksia ja ne tekevät siitä erinomaisesti muovailtavan ja kuumuudessa kestäväksi muuttuvan raaka-aineen. Savien lujuuteen, plastisuuteen, kutistumiseen ja muihin ominaisuuksiin vaikuttavat sekä saviaineksen
mineraalikoostumus että savikerrostuman syntyolosuhteiden sanelemat tekijät. Saven karkeus, rakenne, mineraalirakeiden välinen sähköinen hiukkaslataus sekä hiukkasten yhteenliimautuminen eli kolloidinen
käyttäytyminen ovat niistä tärkeimpiä.
Plastisuus
Saven tärkein ominaisuus plastisuus eli muovailtavuus tarkoittaa aineen ominaisuutta muuttaa muotoaan murtumatta ulkoisen voiman vaikutuksesta. Syntynyt muoto säilyy myös sen jälkeen, kun voima lakkaa vaikuttamasta.
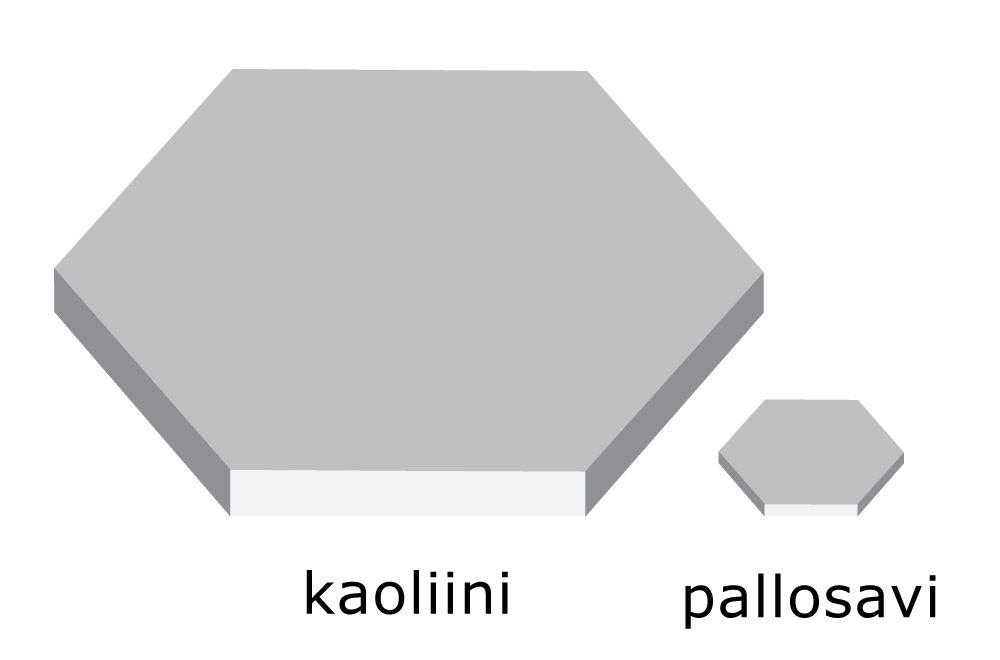
Savikide on 6-kulmainen litteä levy. Kosteassa massassa savikiteet jarruttavat editseen liukuvien hiukkasten etenemistä tasopintojen kitkalla. Plastisessa aineessa yhdistyy kiinteän aineen lujuus ja nestemäiselle aineelle ominainen joustavuus. Plastisuuteen vaikuttavat saven raaka-aineet ja hienojakoisuus. Mitä pienempi savikide on, sitä suurempi on sen plastisuus. Alla on kuvattuna pallosavikiteen ja kaoliinikiteen kokoero. Pallosavi on huomattavasti plastisempaa kuin kaoliini johtuen pienestä kidekoostaan.
Lihava ja laiha savi
Mitä hienojakoisempaa savi on, sitä enemmän se sitoo itseensä vettä. Näin ollen pallosavessa on kidekokonsa myötä enemmän vettä kuin kaoliinissa. Kun savessa on sitoutuneena
paljon vettä, sitä kutsutaan lihavaksi saveksi. Kuivuessaan savesta poistuu vettä ja se kutistuu. Paljon
vettä sisältävä lihava savi myös kutistuu paljon kuivuessaan. Jos kuivuminen on
epätasaista, esine vääntyy ja halkeilee. Lihavaa savea voidaan "laihduttaa" epäplastisilla eli ei-muovailtavilla raaka-aineilla. Ne vähentävät veden määrää savessa ja pienentävät kuivumiskutistumista, jolloin savi muuttuu vähemmän plastiseksi. Tavallisimpia laihdutusraaka-aineita ovat mm. kvartsi, maasälpä ja poltetusta keramiikasta valmistettu samotti. Suomen keramiikan historiassa on käytetty saven laihdutusaineina myös hiekkaa, olkea ja sahanpurua.
Erittäin plastinen savi on hankalasti käsiteltävää. Siksi teollisesti valmistetut savet sisältävätkin myös epäplastisia aineksia, jolloin saven työstettävyys paranee.
Saven sintraantuminen
Sintraantuminen eli tiiviiksipolttaminen on keskeinen tavoite saven muuttuessa keramiikaksi. Kun savi sintraantuu, kiinteät ainehiukkaset kiinnittyvät toisiinsa. Savi pehmenee sintraantumispisteessään mutta säilyttää sille annetun muodon. Osa saven sisältämistä hiukkasista alkaa sulamaan ja osa kiinnittyy niihin, jolloin savi muuttuu tiheämmäksi ja lujemmaksi. Sintraantumisen ja sulamisen ero korkeanpolton massoilla on 100 °C. Kun uunin lämpötila ylittää massan sintraantumispisteen, esine alkaa menettää muotoa ja valuu lopulta uunilevylle.
Monet eri tekijät vaikuttavat sintraantumiseen:
- Polttonopeus
- Polton huippulämpötila
- Saven koostumus
- Raaka-aineiden hienojakoisuus
Kuvitus
Kerimov, Nikolo. Savikide.
Palmu, Sanna. Kaoliini- ja pallosavikide.
Saven kaivaminen, varastointi ja iästäminen
Luonnosta kerättävää savea voi käyttää keramiikan valmistuksessa. Suomessa savi on pääsääntöisesti punasavea, joka vaatii matalan polttolämpötilan (noin 1000-1080 °C).
Savi kaivetaan rinteestä siten, että eri savilustot eli kerrokset sekoittuvat valmiiksi. Savipaakut laitetaan saaviin tai isompaan astiaan ja peitetään vedellä. Veden annetaan imeytyä saveen, jolloin savi liettyy. Kun savi on liettynyt, se siivilöidään. Tällä poistetaan hiekka ja orgaaninen aines savesta seasta.
Savesta poistetaan ylimääräinen vesi. Sen voi levittää esimerkiksi kipsilevyn päälle. Kun ylimääräinen vesi on poistunut, savi voidaan vaivata.
Ennen käyttöä savea kannattaa varastoida kuukaudesta vuoteen. Pitempi aika parantaa saven työstettävyyttä. Varastointivaiheen aikana savikerrokset sekoittuvat ja kosteus tasaantuu. Saven oma bakteeritoiminnan vaikutuksesta saven muovailtavuus paranee, kun se ns. iästyy.
Savi varastoidaan sisätilassa mutta ei haittaa, jos se jäätyy. Jäätyessään savi kostuu. Sulanut savi on rakeista ja murenevaa ja sen uudelleen muokkaaminen vaatii paljon työtä.
Alla on kuvasarja Keniasta, jossa paikallista savea muokataan käyttövalmiiksi.
Sarasjoki, Sirkka-Liisa. Saven kaivaminen ja käsittely Keniassa.
Keramiikan savet ja massat

Savimassaksi kutsutaan savimineraalien ja muiden valittujen raaka-aineiden seosta. Savea voi kaivaa suoraan luonnosta (punasavi, luonnon kivitavarasavet, suomalainen kaoliini), mutta käytännössä suurin osa massaseoksista on teollisesti valmistettuja. Savet ja massat jaetaan polttolämpötilan mukaan kahteen ryhmään, matala- ja korkeapolttoiset massat.
Matalapolttoiset savet ja massat (900–1150 °C)

Punasavi
Matalapolttoisia luonnonsavia löytyy joka puolelta maailmaa. Suomessa esiintyvän luonnonsaven plastisuus ja mineraalikoostumus vaihtelevat alueittain. Suomalaisen saven poltettu väri on punaruskea eli terrakotta. Poltettu väri on erityisen punahehkuinen korkean rautapitoisuuden vaikutuksesta ja johtuen vähäisestä kalsiumoksidista. Kalkkikivivuorien rapautumisalueella eurooppalaiset savet sisältävät runsaasti kalsiumoksidia ja muuttuvat poltossa väriltään keltasävyiseksi punaruskeaksi ja korkeammalle poltettaessa sintraantuessaan vihertäväksi.
Punasaven sisältämän kaoliniittimineraalin osuus on pienempi kuin korkeanpolton savissa, jonka vuoksi esimerkiksi suomalaisen peltosaven polttolämpötila on matala, n. 1020–1080 °C:tta. Punasavi sulaa nopeasti laavamaiseksi velliksi, jos lämpötilaa nostetaan yli massan sintrauspisteen. Tämän vuoksi on tärkeää huolehtia, että punasavea ei polteta yli suositeltujen lämpötilojen. Sulanut laavamainen massa tarttuu helposti uunilevyihin ja valuu uunin pohjalle.
Fajanssi
Fajanssimassa kehitettiin keskiajalla Faenzan kaupungissa Italiassa tavoitteena löytää kiinalaisen posliinin salaisuus. Hieman kellertävä, rautapitoinen huokoinen massa peitettiin valkoisella tinalasitteella. Fajanssi terminä levisi Euroopassa tarkoittamaan valkoisia, koristeltuja ja hauraita keramiikkaesineitä. Se on edelleen Etelä-Euroopassa yleinen keramiikan astiatuotannon materiaali.
Kuva
Couder, Juan. Pulloja, Emilie Tuuminen.
Korkeapolttoiset savet ja massat (1100–1450 °C)
Kivitavara
Kivitavara on yleisnimitys 1200–1350 °C:n lämpötiloissa sintraantuville savimassoille. Kivitavaramassan poltettu väri vaihtelee valkoisesta harmaaseen, ruskeaan ja pilkulliseen. Se on poltettuna tiivistä ja kivimäistä. Kivitavarasavea voi muokata eri tarkoituksiin lisäämällä siihen samottia. Se sopii sekä käsinrakennukseen, dreijaukseen että muovaukseen.
Posliini
Posliini kehitettiin Kiinassa Tang-dynastian aikana noin 600-900 jaa. Itäisestä Kiinasta löydettiin ensimmäisen kerran valkoista kaoliinisavea (engl. china clay). Saveen sekoitettiin kvartsipitoista maasälpää, josta kehittyi uudenlainen maitomainen, valkoista lasia muistuttava materiaali. Posliinista tuli ihailtu materiaali, jota yritettiin pitkään tuloksetta jäljitellä Euroopassa. Posliinin pääasiallista raaka-ainetta, kaoliinia, löydettiin Euroopassa 1700-luvun alussa Saksasta. Vuonna 1709 perustettiin Meissenin posliinitehdas.
Aito kovaposliini poltetaan 1300–1450 °C:n lämpötilaan pelkistävässä poltossa ja se on erittäin kova, valkoinen ja läpikuultava materiaali. Posliinia voidaan valmistaa myös matalammassa polttolämpötilassa lisäämällä massaan sulattavia raaka-aineita, esimerkiksi maasälpää ja kalsiumfosfaattia. Tällaisesta posliinista käytetään nimitystä pehmeäposliini. Massan läpikuultavuus ja kovuus on kovaposliinia heikompi.
Luuposliini on pehmeäposliinin yksi muoto, jossa läpikuultavuutta tuovana sulatusaineena käytetään poltetuista luista hienoksi jauhettua luujauhoa. Valmistustekniikka kehitettiin Englannissa korvaamaan Kiinasta tuotua posliinia. Luuposliinin valmistus oli edullisempaa kuin kovaposliinin. Lisätietoa luuposliinin historiasta ja tutkimuksesta löytyy Lisämateriaalit-kansiosta dokumenteista Luuposliinin historia ja Bone China of Lapland in Finland.
Paperisavi
Paperisavi on nimensä mukaisesti savea, johon on
lisätty paperikuitua. Paperi tukee savea ja sillä onkin tästä syystä suuri
raakalujuus. Paperi palaa poltossa pois ja poltettuna massa huokoista ja kevyttä.
Se sopii hyvin käsinrakentamiseen ja esimerkiksi suurien töiden valmistamiseen.Kuva
Rouvinen, Tatu. Posliiniesineitä, Helena Lundhal.

Keramiikan massa- ja lasiteraaka-aineet
Keramiikan raaka-aineet jaetaan kahteen pääryhmään sen mukaan, miten ne vaikuttavat savimassan ja lasitteen ominaisuuksiin:
Plastiset raaka-aineet
- Saven hienojakoisin aines
- Hyvä muovautuvuus
- Hyvä kuivalujuus
- Hidastaa kuivumista → sitoo vettä itseensä
- Kiinnittävät lasitteen esineen pintaan
Epäplastiset raaka-aineet
- Karkeampijakoinen aines
- Parantavat työstettävyyttä
- Laihduttavat liian lihavaa savea → pienentää kuivumiskutistumista
- Aukaisevat massaa → nopeuttaa kuivumista
- Pääasialliset lasitteen raaka-aineet
Kuva
Lautenbacher, Nathalie. Raaka-ainesäkki.
Plastiset raaka-aineet
Kuvat
Stark Micron. Louhittu kaoliini.
LGS. Louhittu pallosavi.
Geologia.fi. Diataktista lustosedimenttiä.
Hortling, Airi. Punasavigradientti.
Imerys. Bentoniittikaivos.
Epäplastiset raaka-aineet
Kuvat
Väätäinen, Jari. Nilsiän Kinahmin kvartsiittilouhos.
Sibelco. Maasälpälouhos.
Hortling, Airi. Maasälpiä.
Nordkalk Oy Ab. Paraisten louhos.
Hortling, Airi. Talkki.
Savimassan valmistaminen
Savimassoja löytyy luonnosta (punasavi, luonnon kivitavarasavet) mutta käytännössä suurin osa massaseoksista on teollisesti valmistettuja. Savimassan tyypillisiä ominaisuuksia ovat sen plastisuus ja epäplastisuus. Erilaisten savimassojen plastisuutta säädellään niiden raaka-ainekoostumuksen avulla.
Plastiset tai epäplastiset savimassat soveltuvat erilaisiin valmistustekniikoihin. Plastiset massat soveltuvat dreijaukseen, käsinrakennukseen ja muovaukseen. Valusavet ovat juoksevia epäplastisia massoja, joista esine valmistetaan kipsimuotin avulla. Epäplastisista massoista valmistettuja puristusjauheita ja granulaatteja käytetään teollisessa tuotannossa.
Esimerkki kivitavaramassan koostumuksesta ja polton vaikutuksesta eri lämpötiloissa löytyy Lisämateriaalit-kansiosta dokumentista Massa3b 1300C.Käsinrakentaminen, dreijaus ja muovaus
Plastiset savimassat ovat kiinteitä ja niitä voidaan muovata käsin ja koneellisesti. Tämän vuoksi massojen on sisällettävä tarpeeksi plastisia raaka-aineita. Erilaisia teollisesti valmistettuja savimassoja voidaan ostaa jälleenmyyjiltä, mutta savimassoja voi valmistaa helposti myös itse. Ennen saven valmistusta
tulee miettiä mihin tarkoitukseen massa valmistetaan.
Käsinrakennukseen käytettävät massat ovat plastisia ja ne kutistuvat kuivuessaan. Käsinrakennussaviin voidaan lisätä samottia parantamaan rakentamisominaisuuksia ja pienentämään kuivumiskutistumaa.
Dreijaukseen käytettävän saven tulee olla plastista, jotta sitä on helppo muotoilla ja se säilyttää annetun muotonsa dreijatessa. Saveen voidaan lisätä hienoa samottia parantamaan massan rakennetta.
Muovaukseen käytettävien massojen tulee olla raekoostumukseltaan hienojakoista, jotta esineen pinnasta tulee tasainen. Massan tulee olla tarpeeksi pehmeää, jotta muovausterä pyörii helposti.
Erilaisia savimassojen ohjeita löytyy mm. alan kirjallisuudesta. Tässä on esimerkki vaaleasta kivitavaramassasta 1250 ºC polttolämpötilalle (Pelkonen 2001).
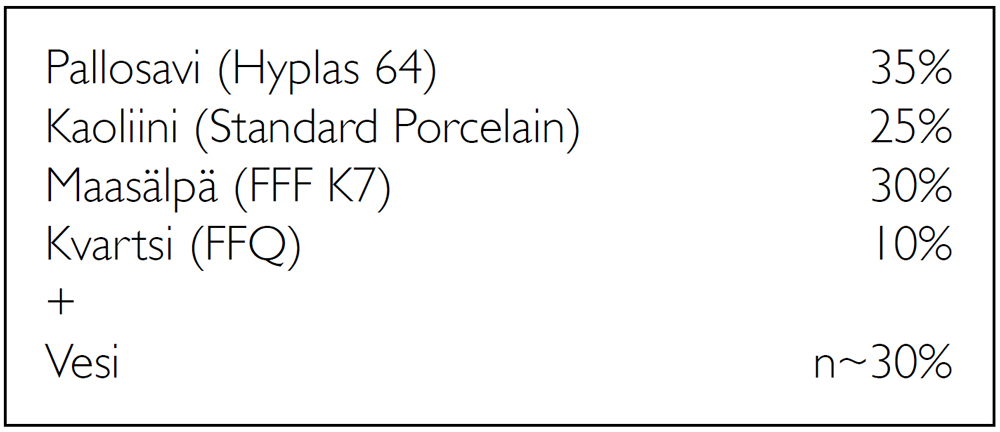
Plastisen savimassan valmistus:
- Lietä punnitut raaka-aineet veteen.
- Sekoita pora- tai massakoneella vähintään tunnin ajan, jotta raaka-aineet varmasti sekoittuvat hyvin.
- Jätä massaseos sammioon iästymään. Iästysaika vaihtelee massaseoksen koostumuksen mukaan. Esimerkiksi epäplastisia savia, kuten posliinimassa, voi iästää vuosia. Massa sisältää paljon vettä, joten ennen käyttöä sitä pitää kuivattaa kipsilevyllä ja vaivata ilmakuplat pois. On myös mahdollista puristaa massa keramiikan valmistukseen tarkoitetun vakuumipuristimen läpi.
Valusavi
Valusavesta valmistetaan esineitä nimensä mukaisesti valamalla. Jotta valaminen kipsimuotin avulla onnistuu, massalla tulee olla seuraavia ominaisuuksia:
- Pieni vesipitoisuus ja kuivumiskutistuminen.
- Viskositeetti on alhainen, jolloin massa on juoksevaa.
- Valuseinämä muodostuu ja kuivuu nopeasti.
- Seinämästä tulee tasavahva ja sileäpintainen.
- Massan ominaisuudet ja koostumus eivät muutu säilytyksen aikana.
- Massa ei sisällä ilmakuplia.
- Tiksotropia eli saven lepojäykkyys on riittävän alhainen.
- Muottia kuluttava vaikutus on mahdollisimman pieni.
- Valuesine irtoaa hyvin muotista ja kestää käsittelyä.
- Valuseinämä ei repeile veitsellä leikattaessa.
- Valuesineen raakalujuus on hyvä jatkokäsittelyä varten.
Valusavi valmistetaan lisäämällä raaka-aine seokseen vettä ja säätöaineita. Säätöaineet eli deflokkulantit tekevät massasta juoksevaa normaalia pienemmällä vesisuhteella, jolloin esineen kuivuminen nopeutuu ja valuominaisuudet paranevat. Näin saadaan juokseva massa, joka voidaan valaa kipsistä valmistettuun muottiin. Kipsimuotti imee valulietteestä vettä kapillaarikanaviinsa, minkä seurauksena saviliete alkaa tiivistyä muotin sisäpinnasta alkaen ja jähmettyy valuseinämäksi. Valuseinämän paksuutta säädetään valuajan pituudella. Mitä kauemmin saviliete seisoo muotissa, sitä paksummaksi seinämä muodostuu.
Kipsimuottiin valetussa massassa hiukkaset pyrkivät asettumaan niin, että suurimmat pinnat ovat kohtisuoraan virtaussuuntaan eli yhdensuuntaisia valupinnan kanssa.
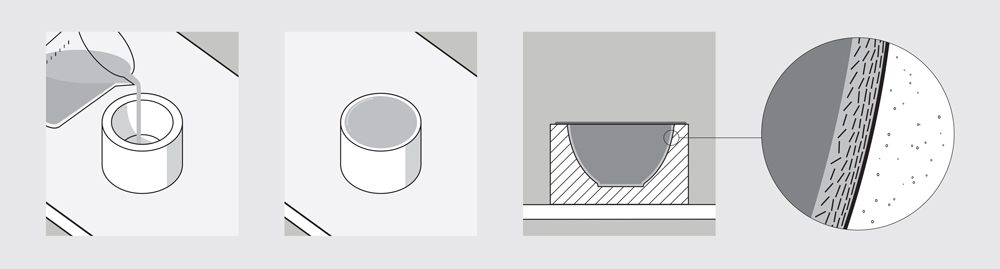
Erilaisia valusaviseosten ohjeita löytyy mm. alan kirjallisuudesta ja netistä. Tässä on esimerkki posliinivalusavesta 1250 °C polttolämpötilalle (Pelkonen 2001).
Valusaven valmistus
- Punnitse massan raaka-aineet ja laita ne liettymään veteen (noin 95% massan vesimäärästä), johon on lisätty noin 80% deflokkulantin määrästä.
- Massan lietyttyä vähintään yön yli sekoita porakoneella useamman tunnin ajan, jotta ainesosat sekoittuvat. Massa tasaantuu ja ilmakuplat poistuvat.
- Lopuksi säädä massa lopun veden ja deflokkulantin avulla tavoiteltuun koostumukseen. Jos massaseos on entuudestaan tuttu, silmämääräinen koostumuksen arviointi on riittävä. Jos massa on uusi, kannattaa sen litrapaino ja viskositeetti mitata oikean koostumuksen varmistamiseksi.
Kuvitus
Kerimov, Nikolo. Savihiukkasten asettuminen valusavessa.
Keramiikan valmistusmenetelmät
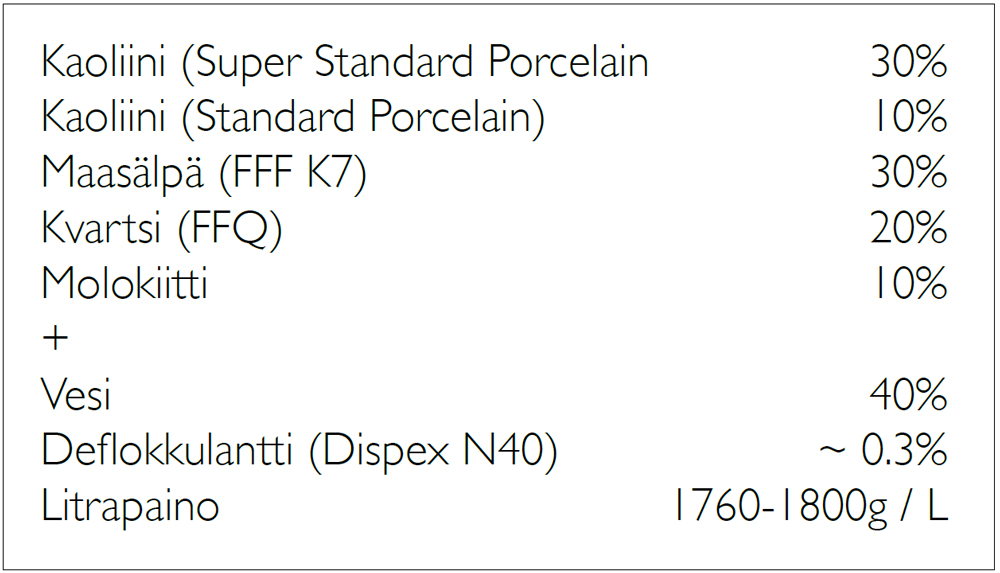
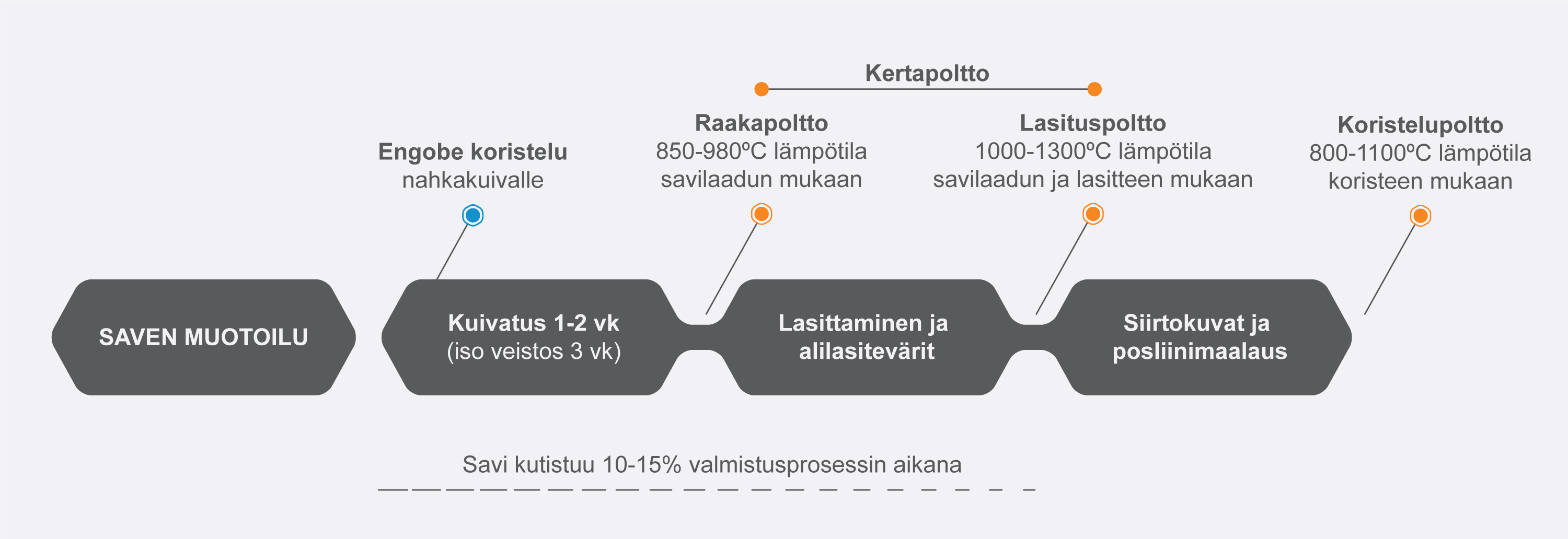
Keraamisia esineitä suunniteltaessa on mietittävä millaisella tekniikalla kyseinen esine ja muoto halutaan toteuttaa. Erilaisia tekniikoita ovat mm. käsinrakennus, kuten makkara- ja levytekniikka, ja dreijaus. Piensarjatuotantoon soveltuvat tekniikat ovat dreijaus, valaminen ja muovaus sekä 3D-tulostus. Erilaisia tekniikoita voidaan yhdistellä keskenään. Tekniikoiden tutkiminen voi myös olla lähtökohtana tekemiselle ja kokeilujen kautta voidaan päätyä uusiin, yllätyksellisiin lopputuloksiin.
Kun valmistuksessa käytettävä tekniikka on valittu, mietitään sille parhaiten soveltuva savilaatu. Suunnitteluvaiheessa on muistettava ennakoida kuivumis- ja polttokutistuma. Savi kutistuu poltossa riippuen savilaadusta. Posliinin polttokutistuma on noin 14–16 % ja kivitavaran noin 13-18 %. Mitä plastisempi savi, sitä suurempi kutistuma on.
Kuivatus on olennainen osa valmistusprosessia. Liian nopeasti tai epätasaisesti kuivuvan työn vaarana on halkeilu. Siksi työt on hyvä peittää muovilla tai kankaalla kuivatuksen alkuvaiheessa, sillä kevyesti peitettyinä ne kuivuvat tasaisemmin. Mitä paksumpi esine on, sitä kauemmin sen kuivatus kestää. Esine on kuiva, kun se ei enää tunnu kylmältä.
Kuivat
esineet raakapoltetaan, jonka jälkeen ne voidaan lasittaa. Lasitetut esineet poltetaan lasituspoltossa
savilaadun mukaiseen lämpötilaan. Lasituspolton jälkeen esineet voidaan
vielä koristella esimerkiksi siirtokuvilla tai maalaamalla posliiniväreillä. Siirtokuvat ja
posliinivärit on lopuksi poltettava kiinni lasitteeseen. Koristepolton lämpötila riippuu käytetystä
menetelmästä.
Alla kuva keramiikan valmistuksen prosessista. Peruskaavaa voidaan muunnella tarpeen mukaan. Tee aina tarvittaessa testit.
Kuvitus
Kerimov, Nikolo. Keramiikan valmistuksen prosessi.
Keramiikan työvälineet

Käsinrakentamisen työvälineet
Käsinrakentamiseen voi käyttää melkein mitä vain työkaluja. Saven työstämiseen tarvitaan yleensä puulevy, kaulin, erilaisia muovaustikkuja ja sorvausrautoja, savileikkuri, erilaisia sieniä, metallinen sikli, erilaisia veitsiä, metallinen seena. Työvälineitä voi helposti valmistaa myös itse eri materiaaleista.
Vakuumipuristin
Kone, jota käytetään saven sekoittamiseen ja kierrätykseen. Kammioon, jossa on pyörivä sekoituspää, lisätään materiaali, joka sitten puristetaan ja pursotetaan toisesta päästä savipötköiksi. Kone on erittäin tehokas saven, niin kuivuneen kuin kosteankin, kierrätykseen ja uudelleenkäyttöön.
Suulakepuristin
Työkalu, joka kuljettaa saven putken läpi muodostaen siitä pötkön. Siihen käytetään eri muotoisia suulakkeita savipötköjen puristamiseksi. Se rakentuu seinään kiinnitetystä metalliputkesta, johon savi asetetaan. Halutun suulakeprofiilin tulee vastata metalliputken pohjassa olevaa liitoskappaletta. Metallivarsi on kiinnitetty metallimäntään, joka sopii putkeen ja työntää savea vivun avulla muotin läpi. Tuloksena on puristettu tuote, joka voi olla joko kiinteä tai ontto.
Savimankeli
Pöytä, jossa on vaakasylinteri, jonka korkeus on säädettävissä. Se on kiinnitetty suureen pyörään, jolla liikutetaan sylinteriä pöydälle asetetun saven päältä. Savimankeli painaa ja puristaa savea kahden kangasarkin väliin muodostaen tasaisen savilevyn. Usein eri kangaspaloja käytetään eri värisiin saviin. Mankeli on tehokkaampi ja tarkempi versio kaulimesta. Se muistuttaa perinteistä mankelia tai painoprässiä.
Dreija
Dreija on vaakasuorassa pyörivä pyöreä (metalli)levy, joka on kiinnitetty akselille, jota ohjataan ja pyöritetään joko sähköllä tai manuaalisesti. Sähködreijat pyörivät yleensä myötä- ja vastapäivään ja nopeutta ohjataan polkimella. Useimmissa dreijoissa on roiskesäiliö, joka kerää ylimääräistä vettä ja savea dreijatessa. On myös potkudreijoja, joissa on toinen suuri pyörä pääakseliin kiinnitettynä moottorin sijasta, jota potkitaan vauhdin pyörimisliikkeen synnyttämiseksi. Eri kulttuureissa on kehittynyt erilaisia dreijaustapoja ja -malleja. Esimerkiksi Aasiassa perinteistä dreijaa pyöritetään kepillä ja sen ääressä istutaan lattialla tai matalalla istuimella.

Valuasema
Valuasema on säiliö, jossa pora sekoittaa valusavea. Monimutkaisuus vaihtelee, jotkut sisältävät: letkun, jossa on suutin ja pumppu valusaven valuttamiseksi, ja ajastimen sekoittamista varten. Nämä hieman monimutkaisemmat valuasemat ovat yleisimpiä massatuotannon studioissa tai tehtaissa.
Muovauskone
Kone, jolla muovataan saviesine painamalla vipuun kiinnitetty muovausterä pyörivän kipsimuotin sisään tai päälle. Kovera tai kupera kipsimuotti, jossa on saviaihio, asetetaan paikalleen ja pyöritetään akselinsa ympäri pyörällä. Sitten vipumainen varsi, johon on kiinnitetty esineen sisä- tai ulkomuodon profiilia määrittävä muotti, lasketaan saviaihion päälle ylhäältäpäin. Kun vipua ja profiilimuottia painetaan tarpeeksi alas, se leikkaa ja muotoilee saviaihion haluttuun muotoon. Muovaustekniikkaa käytetään keinona pyörähdyskappaleiden tuottamiseen suurina määrinä.

Kuva
Kinnunen, Anne. Käsinrakentamisen työvälineitä.
Lautenbacher, Nathalie. Dreija.
Lautenbacher, Nathalie. Muovauskone.
Saven valinta eri tekniikoihin
Käsinrakentamisessa käytetään plastista ja karkearakenteista savea, joka sisältää raekooltaan 0,5–2,0 mm suuruista samottia 25–50 %. Samotti helpottaa varsinkin suurien töiden rakentamista. Se edistää rakenteen kuivumista ja pienentää esineen kuivumiskutistumista.
Dreijaussavi on plastinen ja kestää dreijauksen pyörimisliikkeen rasitusta. Monet luonnonsavet, esimerkiksi suomalainen punasavi, soveltuvat hyvin dreijaukseen suuren plastisuutensa takia. Dreijaussavessa voi käyttää myös samottia.
Keramiikan valmistusta varten on olemassa erikoissavia. Näitä ovat esimerkiksi kuvanveisto-, raku- ja paperisavi.
Saven vaivaaminen
Ennen käsinrakennusta ja dreijaamista savi on vaivattava huolellisesti.
Vaivaus parantaa saven käsiteltävyyttä ja esimerkiksi pitkään seissyt savi
muuttuu vaivattaessa pehmeämmäksi. Vaivaamalla savesta saadaan myös pois
mahdolliset ilmakuplat. Ne hankaloittavat työskentelyä, halkaisevat herkästi
esineen kuivumisvaiheessa ja muodostavat poltossa kuplia esineen pintaan.
Dreijaussavi täytyy vaivata hyvin ennen käyttöä, koska epätasaiset
kohdat vaikeuttavat saven keskittämistä ja työstämistä dreijalla.
Saven vaivaamistapoja on monenlaisia. Periaate on, että savea vaivataan kuin taikinaa. Savea pyöritetään vaivatessa niin, että ilmakuplat poistuvat saven sisältä.
Video
Palmu, Sanna. Saven vaivaaminen.
Käsinrakennustekniikat
Käsinrakentaminen on keramiikan valmistusmenetelmä, jossa esineitä tehdään käsin yksinkertaisia työkaluja käyttäen. Yleisimpiä käsinrakennustekniikoita ovat makkara- ja levytekniikka. Savea voi myös työstää ilman työkaluja esimerkiksi nipistely- tai peukalotekniikalla, jossa esine muotoillaan peukalolla ja etusormella nipistellen. Erilaisia käsinrakennustekniikoita voidaan myös sekoittaa keskenään ja yhdistellä samaan työhön.
Makkaratekniikka
Makkaratekniikka on hyvin monipuolinen käsinrakennusmenetelmä, joka soveltuu erityisen hyvin epäsymmetrisiin muotoihin sekä suurikokoisiin esineisiin ja veistoksiin. Plastisesta savesta muotoillaan pitkulaisia makkaroita rullaamalla savea kevyin liikkein pöytää vasten kämmeniä apuna käyttäen. Savimakkaroita asetetaan päällekkäin seinämäksi ja liitetään yhteen. Liitettävät pinnat voi karhentaa, jonka jälkeen niiden pintaan voi sivellä samasta savesta tehtyä savilietettä liimausaineeksi. Pehmeä savi ei vaadi savilietteellä liittämistä
Levytekniikka
Levytekniikka on makkaratekniikan tavoin monipuolinen käsinrakennusmenetelmä. Se soveltuu hyvin kulmikkaiden muotojen valmistukseen. Levyjä voidaan tehdä kaulimalla tai savimankelilla. Niitä leikataan halutun kokoiseksi ja muotoiseksi. Levyjen liitoskohdat karhennetaan ja liitetään toisiinsa samasta savesta tehdyllä savilietteellä. Levytekniikalla tehdyt työt vaativat hitaan kuivatuksen, jotta seinämät eivät väänny ja liitoskohdat pysyvät kiinni.
Videot
Palmu, Sanna. Makkaratekniikka ja Levytekniikka.
Dreijaus
Dreijaus on valmistusmenetelmä, jossa savea muotoillaan käsin dreijalla pyörivällä liikkeellä. Dreijaamalla saadaan aikaan säännöllisiä, pyöreitä muotoja. Dreijan pyörimisnopeutta säädellään polkimella. Dreijalevyn pyörimissuunnan voi vaihtaa useimmissa malleissa. Oikeakätisellä dreija pyörii yleensä vastapäivään. Dreijatun esineen kuivuttua puolikuivaksi eli nahkakuivaksi, voidaan se asettaa takaisin dreijalle ja muotoilla sorvaamalla.
Dreijauksen vaiheet
Keskittäminen
Pohjan avaaminen
Seinämän nosto ja viimeistely
Esineen irrottaminen
Pohjan sorvaaminen
Videot
Palmu, Sanna. Dreijauksen eri vaiheet.

Muottitekniikat
Prässääminen
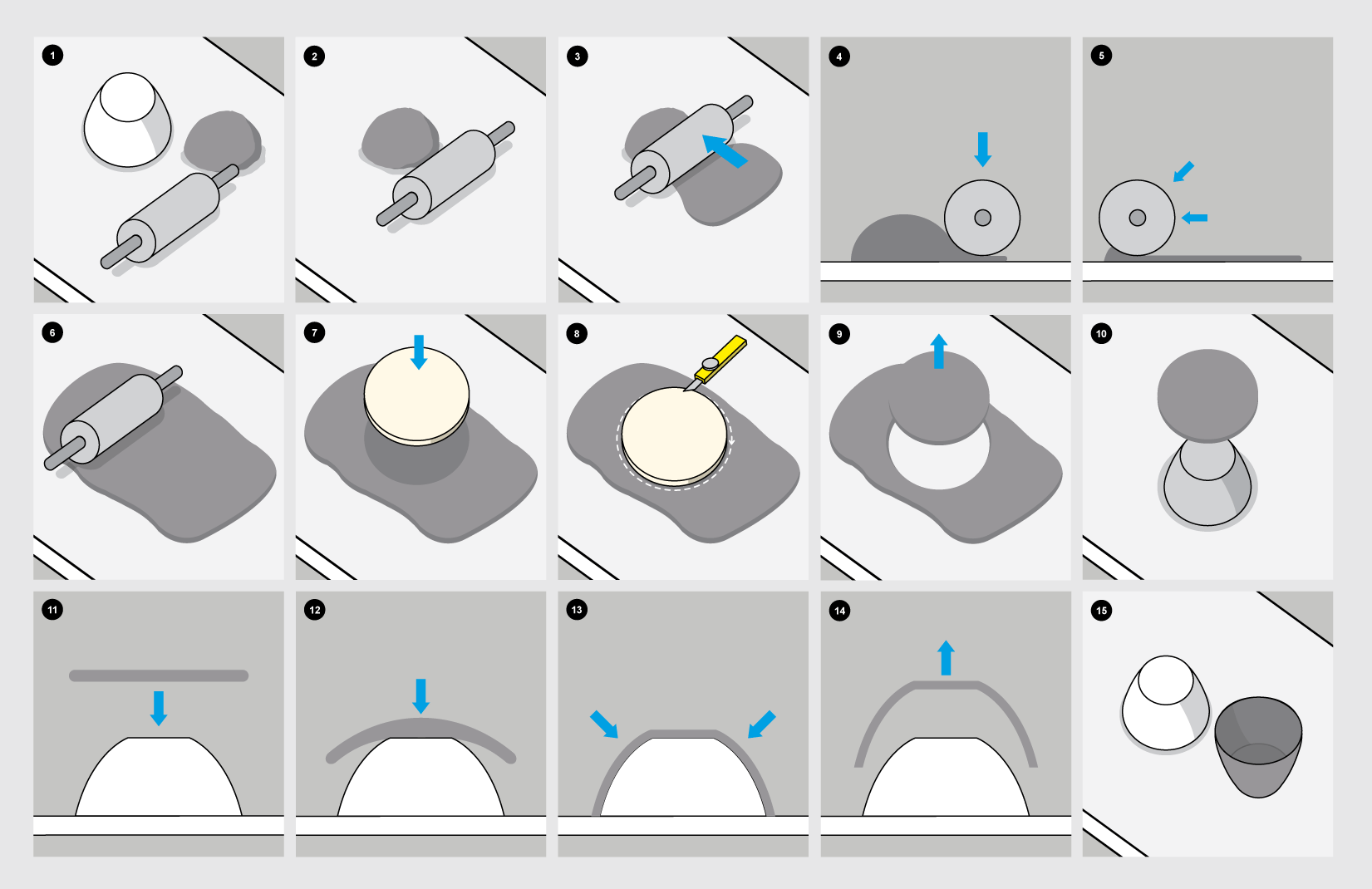
Keramiikan sarjallisessa tuotannossa voidaan käyttää apuna erilaisia kipsimuotteja. Kipsin käyttö keramiikan valmistuksessa perustuu sen kykyyn imeä vettä savesta. Plastista savea tai valusavea käytettäessä kipsi kuivattaa saven seinämiä ja nopeuttaa siten sarjallista valmistusta. Yleisesti käytettyjä muottitekniikoita ovat esimerkiksi prässääminen, muovaus ja valaminen.Prässäyksessä savilevy painellaan kipsistä muottia vasten. Oheisessa kuvasarjassa plastinen savi kaulitaan ensin levyksi, leikataan haluttuun kokoon ja asetetaan yksinkertaisen kulhomuotin päälle. Muotin yli jäänyt savi voidaan leikata pois. Esine viimeistellään sen jälkeen kun se on hieman jähmettynuyt ja nostettu ulos muotista.
Prässäämällä voidaan toki valmistaa paljon tätä monimutkaisempiakin muotoja. Esimerkiksi isokokoinen ihmisveistos voisi rakentua eri ruumiinosia jäljittelevistä paloista, jotka on ensin prässätty omiin muotteihinsa. Silloin eri saviosien annetaan jähmettyä hieman ennen niiden liittämistä toisiinsa.
Keramiikan teollisuudessakin käytetään tavallaan prässäystä - silloin kyse on koneellisesta tuotannosta, jossa esimerkiksi lautaset juntataan kovalla paineelle kahden metalli- ja/tai muovimuotin väliin. Saven vesipitoisuudesta riippuen käytetään märkä- ja kuivapuristustekniikoita (ns. RAM-tekniikka ja isostaattinen puristus).
Alla kuvitus yksinkertaisesta kulhon prässäyksestä käsityönä.
1. Prässäysmuotti, savi ja kaulin.
2. Savesta muotoillaan ensin levy.
3. Levyn teossa voidaan käyttää apuna kaulinta tai saviprässiä.
4.-6. Savi kaulitaan levyksi.
7.-9. Savilevystä leikataan sopivan kokoinen ja -muotoinen pala esimerkiksi sabluunaa apuna käyttäen.
10.-13. Savilevy asetellaan muotin päälle ja painellaan muotin pintaa vasten.
14.-15. Kun savi on sen verran kovettunut, että se pysyy muodossaan, esine voidaan poistaa muotista ja viimeistellä.
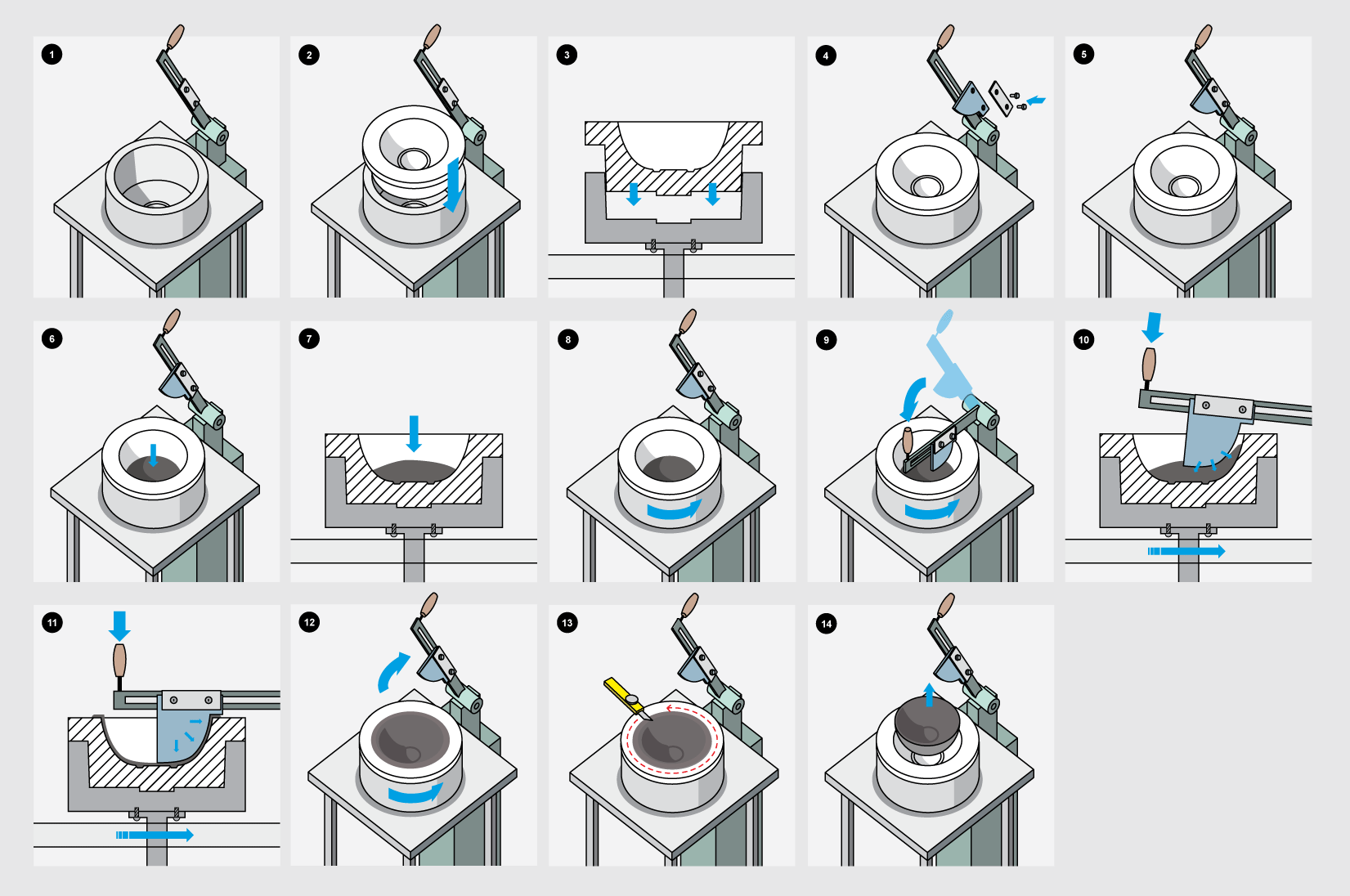
Muovaus
Muovaus soveltuu erilaisten pyörähdyskappaleiden sarjavalmistukseen. Tällä tekniikalla tuotetaan tyypillisesti kuppeja, lautasia ja kukkaruukkuja.
Käsinmuovaus on manuaalinen muovaustapa, joka soveltuu hyvin studiotuotantoon. Tuotantomääriä voidaan kasvattaa reilustikin, kunhan muotteja on riittävästi. Muovattavan tuotteen valmistuksessa kipsimuotin lisäksi valmistetaan teräosa, sabluuna, jolla esineen toinen puoli muotoillaan.
Käytännössä käsinmuovauksessa kipsimuotti asetetaan laitteen alaosan ns. istukkaan, joka pyörii muovauksen ajan. Muottiin asetetaan savimöhkäle, jota ensin muotoillaan käsin kostean sienen avulla niin, että savi painuu muotin seinämiä vasten muotin pyöriessä. Sen jälkeen muovauskoneen varsiosaan tai "käsivarteen" kiinnitettävä muovausterä (puinen, muovinen tai metallista leikattu luja sabluuna) lasketaan ja painetaan massan päälle kipsimuotin yhä pyöriessä.
Muovaus voidaan toteuttaa muodosta riippuen sekä sisä- että ulkopuolelta - esimerkiksi kuppi on tapana muovata oikein päin, lautanen voi olla kätevämpi kääntää ylösalaisin niin, että sen sisäpuoli muodostuu muotin pintaa vasten, ulkopuoli taas muovausterästä. Tuotannon nopeuttamiseksi muovausmuotteja on tapana valmistaa useita kappaleita. Kun yksi esine on muovattu, siirretään se muotissa sivuun kuivumaan, ja otetaan seuraava muotti käyttöön.
Allaolevassa kuvituksessa esitetty manuaalinen muovauskone on siis yksinkertainen, yksipaikkainen, piensarjatuotantoon tarkoitettu laite, jossa on käsikäyttöinen varsiosa. Teollisuudessa taas muovauksessa käytetään monipaikkaisia koneita, joissa yksinkertainen teräosa on korvattu teräksisellä mäntällä.
1.–3. Kipsimuotti asetetaan istukkaan.
4.–5. Muovausterä kiinnitetään haluttuun asentoon ns. käsivarteen. Sen vasemman (eli muovaajaa lähempänä olevan) reunan on vastattava tarkasti esineen keskipistettä.
6.–7. Pala plastista savea asetetaan muotin pohjalle.
8.–11. Kun muotti pyörii, terää lasketaan hitaasti vaiheittain alas. Terä työntää savea muotin reunoille. Lopullinen muoto on valmis, kun terä on laskettu niin alas kuin voi, lopulliseen, haluttuun asentoonsa.
12.–14. Kun muoto on valmis, ylimääräinen savi muotin yläreunassa leikataan pois. Esine irtoaa muotista, kun se on hieman kuivunut ja kutistunut. Valmis esine poistetaan muotista ja viimeistellään sienellä.
Valaminen
Keraamisia esineitä valmistetaan kipsimuoteissa myös nestemäisestä valusavesta. Tekniikka on saven sisältämän suurehkon vesimäärän takia suhteellisen hidas (verrattuna esimerkiksi prässäykseen tai muovaukseen), mutta toisaalta valettujen esineiden viimeistely on nopeaa. Tällä tekniikalla voidaan valmistaa muodoltaan monimutkaisempia ja epäsäännöllisiäkin esineitä, kuten kaatimia tai muita kannellisia, korvallisia tai muuten ulokkeellisia ja muodoltaan päästämättömiä esineitä. Valutavat jaotellaan yksipuoliseen eli avovaluun ja kaksipuoliseen eli umpivaluun.
Yksipuolisessa valussa valumassa kaadetaan muottiin, jossa sen annetaan seistä tietyn ajan. Tämän ajan kuluessa muotin sisäpinnalle muodostuu vähitellen kiinteämpi massakerros, sillä kipsinen muotti imee itseensä osan valulietteen sisältämästä vedestä. Tällä tekniikalla valettujen esineiden sisäpinta myötäilee ainaa ulkopinnan muotoa, ja esine on sisältä ontto.
Esineen paksuutta voidaan säätää valumassan muotissa oloajan mukaan: valuaikaa pidentämällä myös seinämän paksuus kasvaa. Kun esineen haluttu seinämänvahvuus on saavutettu, muotti käännetään ylösalaisin ja ylimääräinen valusavi kaadetaan pois. Saven kuivuttua pintakuivaksi reuna leikataan pois. Esine saa seistä muotissa vielä jonkin aikaa, jolloin se kiinteytyy kipsimuotin kuivatessa sitä edelleen. Esineen kutistuttua hieman se irtoaa yleensä vaivattomasti muotista.
Avovalumuotti voi olla yksinkertainen, yhdestä kappaleesta muodostuva muotti, mikäli suunnitellun esineen muoto on päästävä. Avovalumuotti voidaan myös rakentaa useasta muotin osasta.
Valu muottiin:
1.-4. Muotin tulee olla kuiva. Sen osat kiinnitetään yhteen kumilenkillä tai ruuvipuristimilla.
5. Varmista, että valusavea on riittävästi muotin tilavuuteen nähden!
6. Valusavi kaadetaan rauhallisesti muottiin.
7.-8. Muotti täytetään ylös asti ja hiukan reunojen yli. Kun valupinta hieman laskee muotin suuaukon alapuolelle, voidaan muottia hiukan täydentää valusavella.
9. Mitä kauemmin valusavi on muotissa, sitä paksumpi seinämästä tulee. Massasta riippuen valuaika voi olla muutamasta minuutista muutamiin kymmeniin minuutteihin.
10. Ylimääräinen valusavi tyhjennetään muotista kaatamalla, kun esineen seinämä on saavuttanut halutun paksuuden. Huom. paksuutta ei pysty valun aikana kovin tarkkaan arvioimaan, joten se tarkentuu kokeilujen kautta.
11. Muotti käännetään ylösalaisin kuivumaan esimerkiksi kahden laudanpätkän varaan, jotta jäljellä olevat savipisarat pääsevät valumaan sotkematta esineen sisäpintaa.
12. Kun saven pinta ei ole enää märkä (pintakiilto hävinnyt), muotti käännetään oikein päin ja ylimääräinen savi leikataan varovasti pois muotin reunaa vasten.
13.-15. Esine voidaan poistaa muotista, kun kappale on kuivunut nahkakuivaksi ja hieman kutistunut. Reunoista voi nähdä, että savi alkaa itsestään irrota muotista. Esineen saumojen ja reunojen viimeistely märällä sienellä kannattaa yleensä tehdä vasta sen kuivuttua täysin, esimerkiksi seuraavana päivänä, jolloin välttää vääntämästä vahingossa puolikuivaa esinettä.
Umpivalussa sekä esineen sisä- että ulkopuoli määräytyvät muotin mukaisesti. Esimerkiksi kupin korva on tyypillinen kaksipuolisessa kipsimuotissa umpivalettava tuote. Nimensä mukaisesti muotti valetaan umpeen. Käytännössä muotti täytetään valuttamalla valusavi muotin valuaukoista sisään niin, että muotinosien välissä oleva tila täyttyy kokonaan savesta. Valumassassa oleva vesi imeytyy muottiin ja esineen koko muoto siis määräytyy muotin osien mukaisesti (eikä käytetystä valuajasta riippuen, kuten avovalussa tapahtuu). Veden imeytyessä muotin seinämiin savi tiivistyy ja sitä on lisättävä muottiin muutamaan kertaan, kunnes savi ei enää muodosta kuoppaa valuaokon kohdalla. Umpivalumuotti voi koostua kahdesta tai useammasta muotin osasta. Muottia suunniteltaessa täytyy ottaa huomioon, että ilmataskuja tai onttoja kohtia ei saa jäädä mihinkään - muotti suunnitellaan niin, että seinämänvahvuus on kaikkialla (valuamassasta riippuen tosin) noin 5-8mm.
Teollisuudessa käytetty painevalu on valumenetelmä, jota käytetään suurten sarjojen valmistukseen. Se mahdollistaa epäsymmetristen astioiden, esimerkiksi vatien ja vuokien valmistuksen. Painevalumuotit valmistetaan kovasta, huokoisesta muovimateriaalista, ja niiden käyttöikä voi olla jopa 30 000 valukertaa. Saniteettiposliinia kuten vessanpönttöjä ja pesualtaita valmistetaan sekä avo- umpi- että painevaluna.
Kuva
Lautenbacher, Nathalie. Kipsimuotteja.
Kuvitus
Kerimov, Nikolo. Kuvasarja prässäystekniikasta.
Kerimov, Nikolo. Kuvasarja muovaustekniikasta.
Kerimov, Nikolo. Valaminen kipsimuotilla.
Videot
Palmu, Sanna. Avovalu ja Umpivalu.

Kipsimuotin valmistus
Muottien valmistaminen on tarpeen, kun esineitä halutaan monistaa, esimerkiksi muovaus- prässäys- tai valutuotannossa. Erilaisia apumuotteja voidaan käyttää myös saven tukena, kun rakennetaan käsin vaativampia ja isokokoisia veistoksia.
Kun muottia lähdetään suunnittelemaan, on ensin tiedettävä esineen valmistustekniikka - tarvitaanko yksinkertainen prässäysmuotti, muovaus- vai valumuotti? Soveltuuko suunniteltavalle esinemuodolle paremmin avo- vai umpivalumuotti? Entä kuinka monta muotin osaa mallikappaleen muoto edellyttää.
Tässä osiossa käydään läpi yleisesti kipsimuotin teon pääkohdat. Esimerkkimuottien kuvituksessa taas perehdytään nimenomaan sellaisten kipsimuottien valmistukseen, joita käytetään keramiikan avovalussa.
Kipsi on keramiikan valmistuksessa käytettävien muottien tavallisin valmistusmateriaali. Erinomaiseksi muottimateriaaliksi nimenomaan keramiikan tuotannossa huokoisen kipsin tekee sen kyky imeä ja haihduttaa vettä tehokkaasti. Näinollen kipsi kuivattaa vesipitoista savea. Kipsimuotin seinämästä liukenee kosteaan saveen kalsiumsulfaattia, jolla on flokkuloiva eli savea jähmettävä vaikutus. Tämä estää savea tunkeutumasta kipsin huokosiin, ja edistää massan irtoamista muotista. Kipsi myös toistaa mallikappaleen muodot erittäin tarkasti.
Malline
Muotin valmistusta varten tarvitaan mallikappale eli malline toistettavasta esineestä.
Malline voidaan valmistaa lähes mistä tahansa materiaalista, kuten savesta, 3D-tulostetusta muovista, kipsistä tai puusta. Käytettäessä kipsiä mallineen materiaalina on sen pintaan hyvä sivellä esim. 1–3 ohutta kerrosta sellakkaa kovettamaan kipsin pintaa ja sulkemaan sen huokoisuuden. Muita huokoisia mallinemateriaaleja käytettäessä kannattaa tarvittaessa kokeilla erilaisia pintakäsittelyjä (markkinoilla useita lakkoja, maaleja, fillereitä tai spraykittejä), jotta mallineen pinnasta saadaan sileä ja tiivis - sellainen pinta, joka ei vaurioidu märän kipsin kosteudesta, ja josta kovettunut kipsi irtoaa hyvin.
Mallineen valmistuksessa on muistettava ottaa huomioon keramiikan polttokutistuma, eli malline tehdään käytettävän massan kutistuman verran suuremmaksi (karkeasti 10-15% suurempi malline, massasta riippuen).
Muodon päästävyysJos mallineen muoto on päästävä, eli muoto aukeaa ulospäin, voi muotin valmistaa yksinkertaisesti yhdestä kappaleesta. Jos muoto taas ei ole päästävä, on muotti rakennettava useasta osasta niin, että jokainen osa saadaan irrotettua mallikappaleesta. Muotti pyritään suunnittelemaan kuitenkin niin, että eri muotin osia olisi mahdollisimman vähän. Tämä helpottaa muotin kokoamista, valuja ja viimeistelyä. Tässä vaiheessa tutkitaan mallineen muotoja ja päästöjä: mihin kohtiin eri muotinosien saumat saadaan sijoitettua ilman, että ne jäisivät polton jälkeen näkyviksi, tai vaikeuttaisivat muuten esineen viimeistelyä. Jotta saumat jäisivät mahdollisimman huomaamattomiksi, ne kohdistetaan mahdollisuuksien mukaan mallineen kulmiin ja taitoskohtiin. Useinmiten esineen muotoilu ja muotittamisen suunnittelu kannattaakin tehdä ihan rinnakkain.
Esivalmistelut
Kipsimuotti valmistetaan kaatamalla vasta sekoitettu, vielä juokseva kipsi-vesiseos mallineen päälle. Tätä edeltää kuitenkin muutama tärkeä esivalmisteluvaihe.
Ennen kuin nestemäisen kipsin voi kaataa mallineen päälle, on malline käsiteltävä ensin erotusaineella. Erotusaineen tehtävä on estää muottikipsiä tarttumasta mallineen pintaan. Erotusaine sivellään aivan ohuesti kiilloksi mallineen pintaan.
Erotusaine on mahdollista ostaa valmiina seoksena, mutta sitä on helppo valmistaa myös itse veden, saippuan ja öljyn seoksesta. Yksinkertaisen valmistusohjeen mukaan yksi pala saippuaa vuollaan puoleen litraan lämmintä vettä. Saippuan annetaan turvota, minkä jälkeen siihen lisätään 3 desilitraa rypsiöljyä ja sekoitetaan kovaksi vaahdoksi
sähkövatkaimella tai sauvasekoittimella.
Muottivalut
Eri muotin osat valetaan mallinetta vasten kukin erikseen. Ensin mallineen ympärille rakennetaan seinät, jotta juokseva kipsi saadaan pysymään paikoillaan. Näitä seiniä kutsutaan rajoittimiksi. Ne voidaan rakentaa joko pintakäsitellyistä puulevyistä (esim. filmivanerista) tai muovi/metallikappaleista, jotka kiristetään yhteen esimerkiksi puristimilla. Mahdolliset raot tilkitään teippaamalla tai pehmeällä savella. Rajoittimet asetetaan vähintään kolmen-neljän sentin päähän mallineesta, jotta
muotin seinämästä tulee tarpeeksi paksu, ja myöhemmin muotin kipsi imee riitävästi kosteutta valusavesta. Kun muotin kipsiseinämät on kauttaaltaan saman paksuiset, esineen seinämäkin muotoutuu valaessa tasaisen vahvuiseksi joka puolelta.
Muottikipsin laskukaava
Rajoittimien kokoamisen jälkeen lasketaan tarvittava kipsimäärä, eli muodostuvan muottikappaleen tilavuus
litroina (tapoja on monta, mutta litramäärinä laskeminen usein helpottaa tilavuuksien hahmottamista). Tarvittavan kipsimäärän voi laskea useinmiten yksinkertaisesti seuraavilla
kaavoilla:
Suorakulmainen muotti: leveys x
korkeus x syvyys
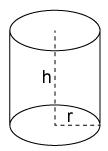
Lieriön muotoinen muotti: πr²h (r on pohjaympyrän säde, h korkeus)
Tilavuus lasketaan ensin litroina. Tämä määrä muutetaan suoraan kiloiksi, joka on samalla tarvittava kipsijauheen kilomäärä. Kipsijauheen paino jaetaan 1,5:llä, jolloin saadaan tarvittavan veden paino. Toisin sanoen muottikipsin hyväksi todettu sekoitusuhde on 1 osa vettä ja 1,5 osaa kipsijauhetta.
Esimerkkilasku: Lasketaan tarvittava kipsi- ja vesimäärä kuutiolle, jonka koko on 10 x 10 x 10 cm.
10x10x10 cm = 1000cm2
1000 cm2 = 1 litra, tarvittava valmis kipsivesiseos
1 litraa valmista kipsiseosta kohti punnitaan vaa´alla vastaava 1 kg kipsijauhetta
1kg : 1,5 = 0,666kg, tarvittava vesimäärä (=6,6dl)
Kun tehdään muottisarjaa, on olennaista käyttää aina samaa vesi-kipsi -suhdetta. Sillä varmistetan muottien tasalaatuisuus. Silloin eri muoteissa valettavien esineiden valuaika on sama, ja esineetkin tasalaatuisia.
Kipsin sekoittaminen
Kipsi valmistetaan mittaamalla ensin kylmä vesi
puhtaaseen astiaan. Valmiiksi punnittu kipsijauhe ripotellaan veteen. Kun
kaikki jauhe on lisätty, annetaan veden imeytyä rauhassa 1-5 minuutin ajan
kipsiin. Pinnassa erottuu selvästi kirkaampi pintavesikerros. Tämän jälkeen kipsiseosta sekoitetaan
tehokkaasti, kunnes se alkaa paksuuntua. Samalla huolehditaan siitä, että kokkareet sekoittuvat ja ilmakuplat
poistuvat, koska ne heikentävät kipsin rakennetta. Kipsiseos on valmis muotiin kaadettavaksi rajoittimiin, erotusaineella käsitellyn mallineen päälle, kun sen pintaan jää sormella vedettäessä harjanne.
Kipsin
kovettuessa se lämpenee ja laajenee hieman. Kun kipsi on kovettunut ja jäähtynyt, se
voidaan irrottaa rajoittimista ja mallikappaleesta. Muotti on valmis käyttöön, kun se on kuivunut muutaman päivän huoneenlämmössä, tai päivän päästä kuivauskaapissa. Jos työn alla on moniosainen muotti, seuraavan muotinosan voi valmistaa heti perään.
1-osainen avovalumuotti
1.-4. Mallineen avulla lopullisen esineen suunta on ensin määritettävä, jotta tiedetään mihin valuaukko sijoitetaan. Kun tehdään muottia avovalua varten, muotin avoin puoli asetetaan alaspäin pöydän pintaa vasten. Tämä muotti voi olla yksiosainen, koska esineen on mahdollista pudota suoraan muotista tai se on vedettävä eli muoto on päästävä.
5.-6. Valitse, miten nestemäinen kipsi rajoitetaan mallin ympärille. Tässä käytetään rajoittimina kovalevyjä kiinnikkeillä. Rajoittimet asetetaan vähintään kolmen-neljän cm:n etäisyydelle mallineesta ja kiinnitetään toisiinsa puristimilla. Pöytää vasten jäävä rako tilkitään ohuilla savimakkaroilla. Muista levittää mallineeseen erotusaine!
7.-8. Kipsi kaadetaan mallineen päälle peittämään esineen pohja ja sivut tasaisesti. Varmista että sama 3-4 cm tulee muotin pohjan paksuudeksi.
9.-12. Kun kipsi on täysin kovettunut, voidaan rajoittimet irrottaa, muotti kääntää ja malline poistaa. Yksiosaisilla avoimilla muoteilla malline saattaa olla tiukasti kiinni, ja sen irtoamista voi avittaa esimerkiksi koputtelemalla varovasti tai paineilmalla. Muotin ulkoreunat viimeistellään siklillä, raspilla tai hiekkapaperilla ja sen annetaan sitten kuivua.
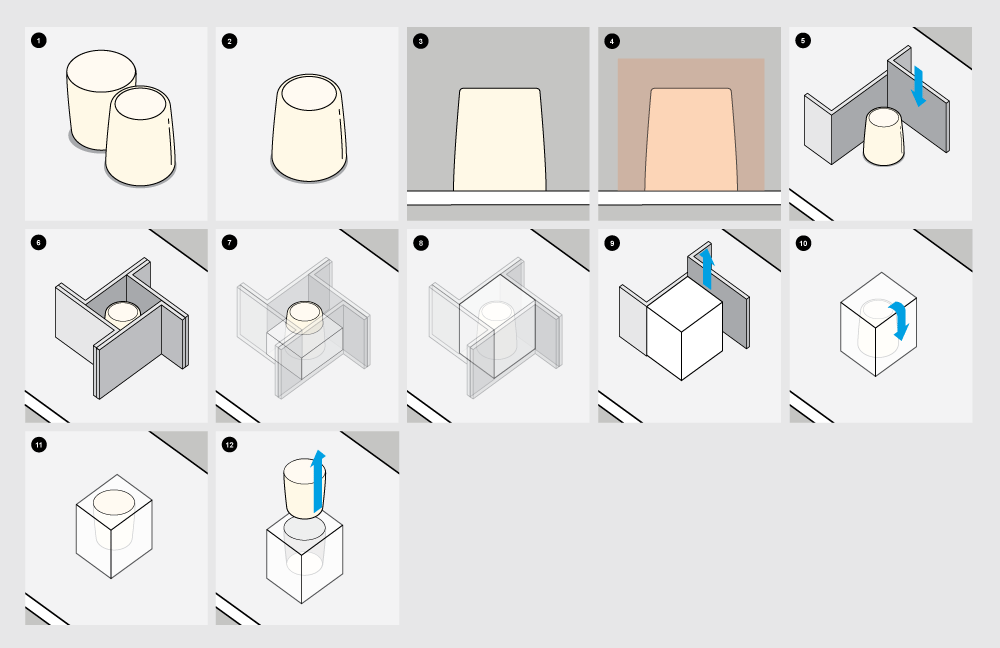
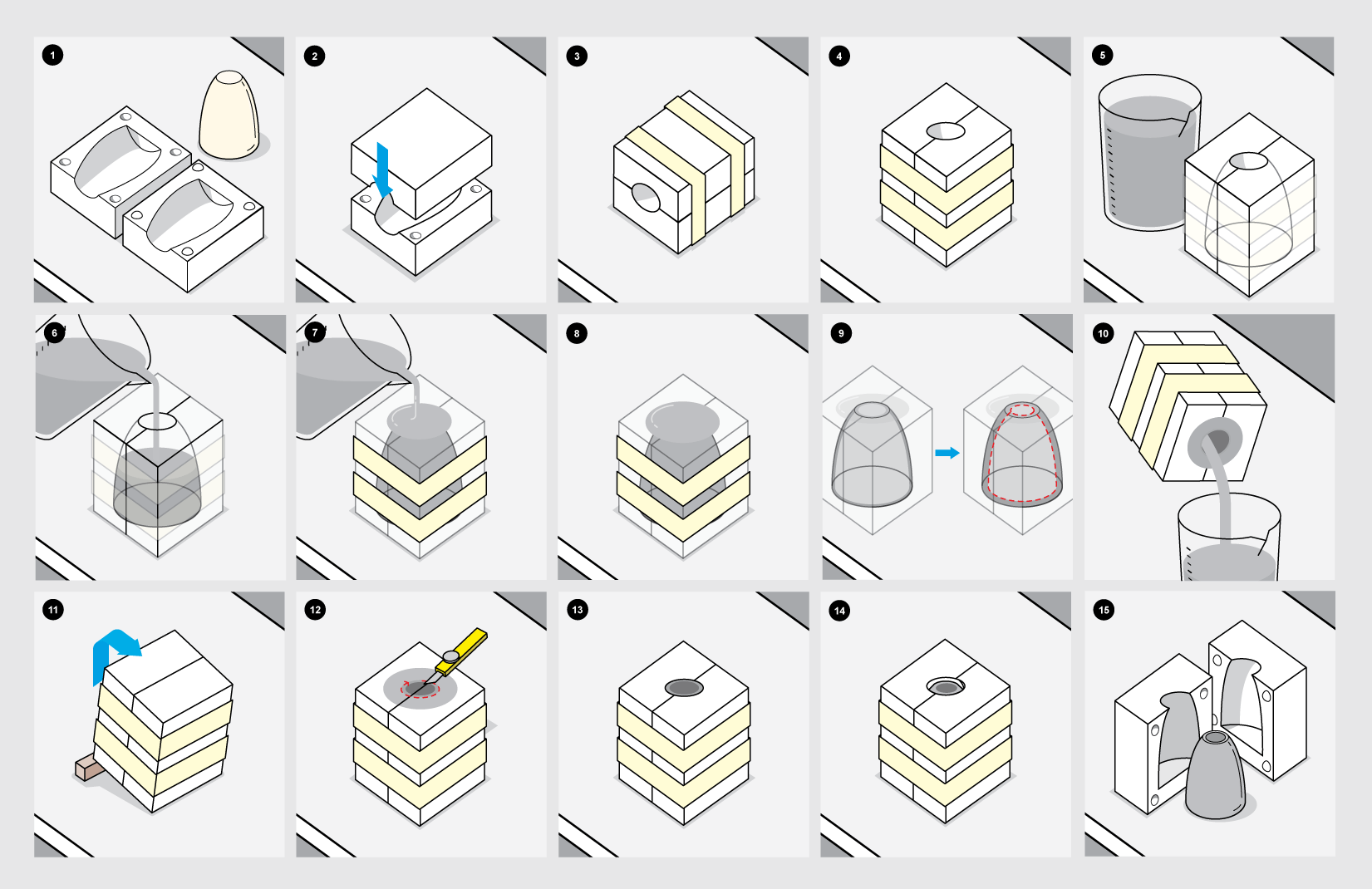
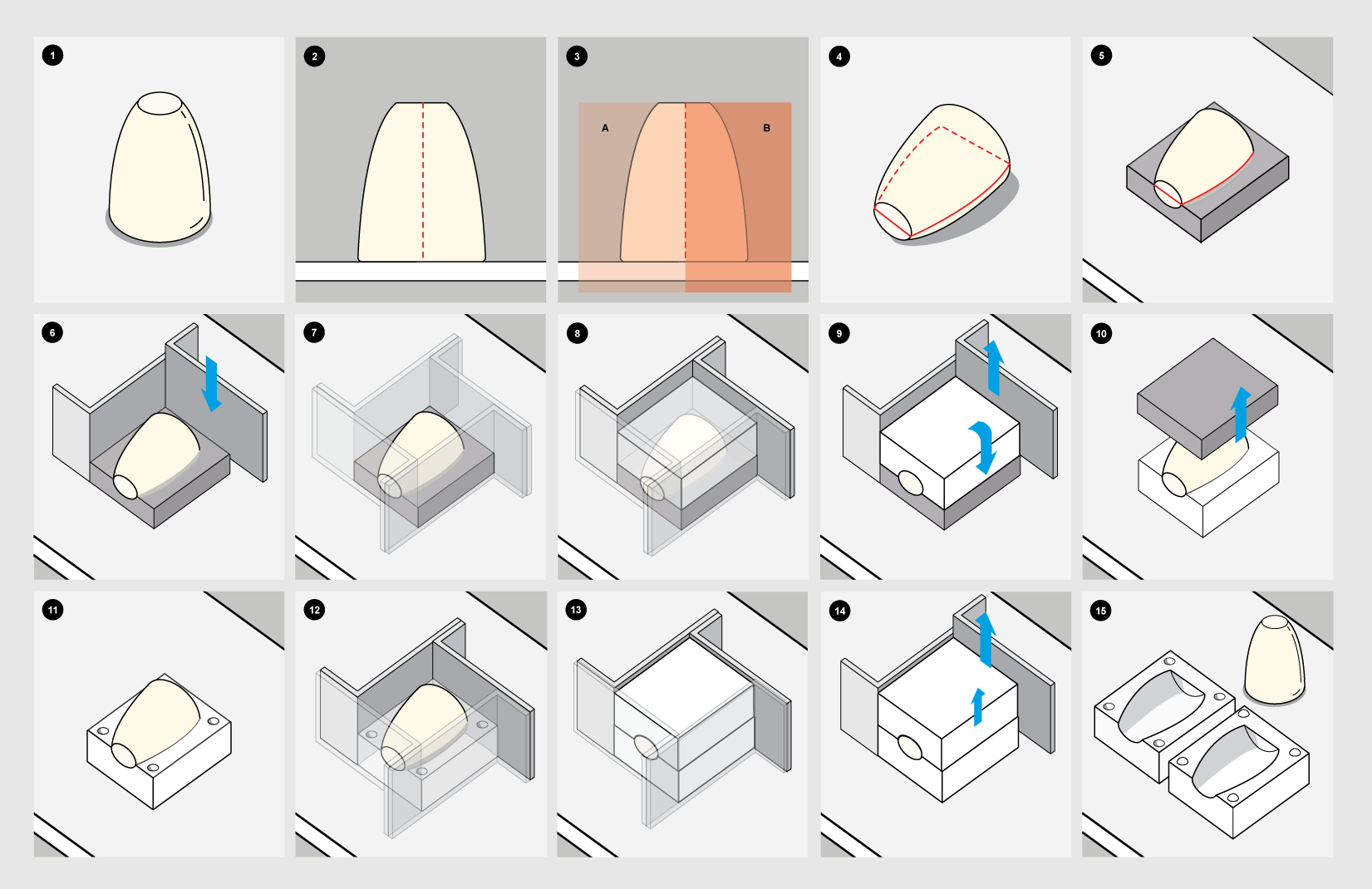
2-osainen avovalumuotti
1.-4. Malli on pullomainen, sen muoto kaartuu sisään ylöspäin suuaukkoa kohti. Tämän sisäänpäin kääntyvän muodon vuoksi esineen muoto ei ole päästävä. Muottiin rakennetaan kaksi toisistaan irrotettavaa muotinosaa, jotka kumpikin ovat päästäviä yhten suuntaan. Symmetrisessä pyörähdyskappaleessa merkitään ensin esineen puolittava keskikohta - tähän jakosaumakohtaan vedetään keski- tai erotusviiva.
5. Malline upotetaan plastiseen saveen tarkasti sauman viivaan asti, peittäen puolet muodosta. Malline on nyt ns. savipedissä.
6.-7. Rajoittimet asetetaan savipedin ympärille rajaamaan nestemäinen kipsi. Muista levittää mallineeseen erotusaine!
8. Kipsi kaadetaan mallineen päälle niin, että seinämät ovat yhtä paksut esineen kummallakin puolella, ja myös päällä.
9.-11. Kun kipsi on kuumentunut ja jäähtynyt, se on kovettunut. Rajoittimet irrotetaan, muotti käännetään ympäri ja savipatja poistetaan kipsin päältä.
11. Kipsin pinta siistitään ja muottiin kaiverretaan lukot, jotta toinen, tuleva muotinpuolisko lukittuu täydellisesti paikalleen. Saippuoi kipsin pinta!
12.-13. Rajoittimet asetetaan uudelleen ympärille ja muotin toinen puoli valetaan kaatamalla sama määrä kipsiä, näin pidetään puolikkaat yhtä paksuina.
14.-15. Kun kipsi kovettuu, toinen puolisko ja malline irrotetaan. Muotin annetaan kuivua.
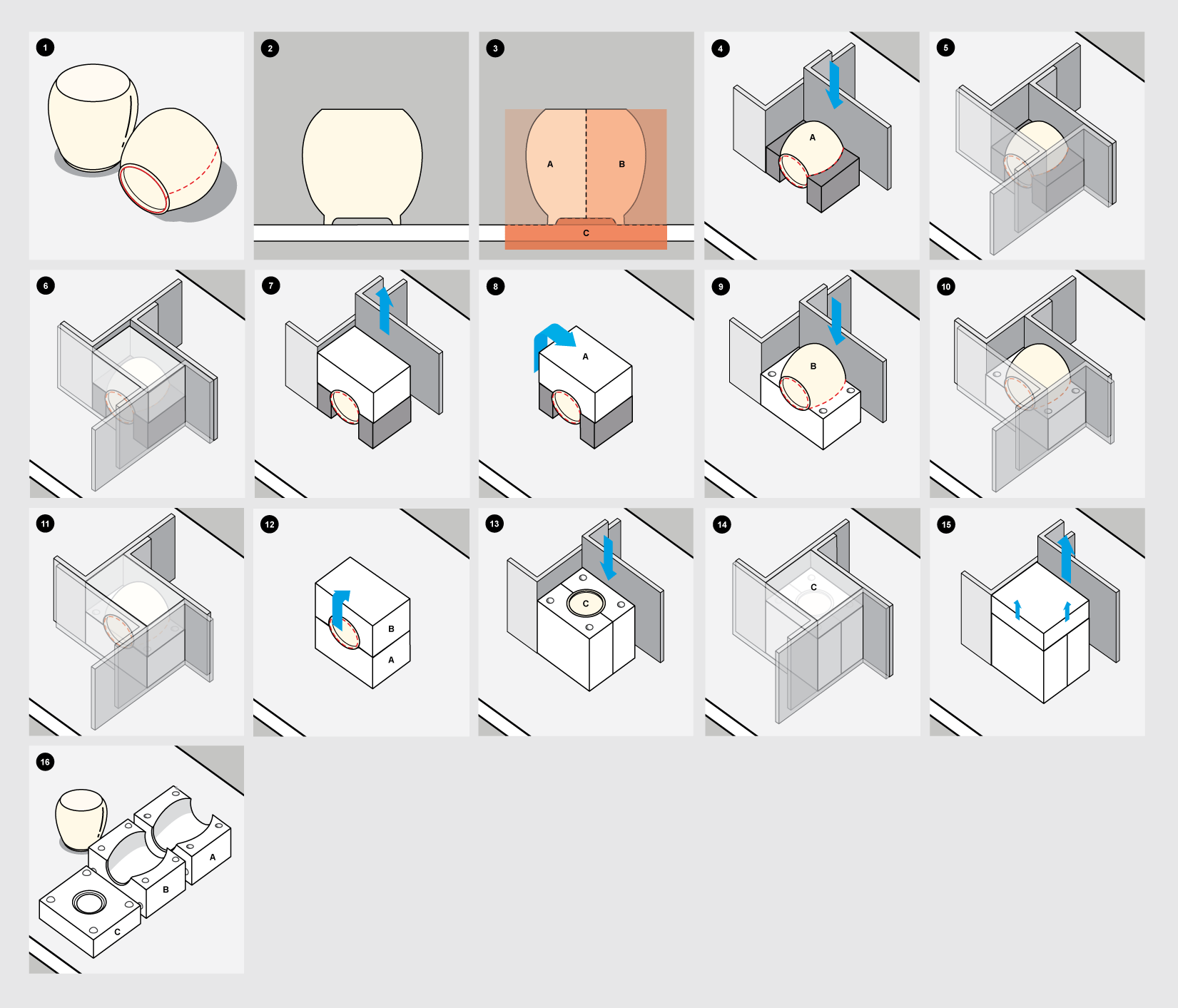
3-osainen avovalumuotti
1.-3. Tässä kupissa on sisäänpäin kääntyvä suuaukko, ja lisäksi kupin pohjassa on jalat, jotka muodostavat syvennyksen. Siksi sen muotti täytyy jakaa kolmeen osaan. Muotin jakosauaumojen kohdat määritetään ensin muodosta. Eri muotinosien on kuviteltava vetäytyvän toisistaan mallineesta poispäin, eli niiden tulee olla päästäviä suhteessa toisiinsa. Saumat piirretään mallineeseen.
4. Plastista savea lisätään tarkasti muotin keskijakosauman apuviivaan asti, peittäen puolet muodosta. Malline on nyt savipedissä.
5. Rajoittimet laitetaan mallineen ympärille. Huomaa, että levy on kiinni mallin jalkaa vasten peittääkseen sen kohdan, jossa muotin 3. osa tulee olemaan. Muista levittää mallineeseen erotusaine!
6. Kipsi kaadetaan mallineen päälle niin, että seinämät ovat yhtä paksut esineen kummallakin puolella, ja päällä.
7.-8. Kun kipsi on kuumentunut ja jäähtynyt, se on kovettunut. Muotin osa käännetään ja savi poistetaan. Ensimmäinen muotin osa on valmis.
9. Kipsin pinta siistitään ja siihen kaiverretaan lukot siten, että toinen osa lukittuu täydellisesti paikalleen. Moniosaisissa muoteissa on kiinnitettävä erityistä huomiota lukkoihin ja siihen, kuinka muottipalat liikkuvat toisistaan eri suuntiin. Saippuoi kipsin pinta, lisää erotusaine.
10.-11. Rajoittimet asetetaan uudelleen ja kipsi kaadetaan muotin seuraavaan osaan.
12. Kun kipsi on kovettunut, muotin osa käännetään ja savi poistetaan. Muotin toinen osa on valmis.
13. Kipsin pinta siistitään ja kumpaankin muotin puolikkaaseen kaiverretaan lukot. Kipsin pinta saippuoidaan ja siihen lisätään erotusaine.
14. Rajoittimet asetetaan paikoilleen ja valetaan viimeinen muotin osa, kupin pohjakappale, jossa jalat sijaitsevat. Kipsi kaadetaan samaan seinämän paksuuteen (3-4 cm).
15.-16. Muotti puretaan, malline irrotetaan muotista. Muotin ulkoreunat silotetaan kevyesti esim. siklillä tai raspilla ja muotin annetaan kuivua.
Kuva
Kinnunen, Anne: Kipsimuotin valmistamiseen tarvittavia työkaluja.
Kuvitus
Kerimov, Nikolo: 1-osaisen muotin valmistus.
Kerimov, Nikolo: 2-osaisen muotin valmistus.
Kerimov, Nikolo: Moniosaisen muotin valmistus.
3D-tulostustekniikka
3D-tulostaminen on materiaalia lisäävä tekniikka, jossa tulostamalla lisätään materiaalia esimerkiksi kerros kerrokselta tai jatkuvasti pursottamalla. Seuraavassa on esimerkkinä yhdenlainen tapa lähestyä saven tulostamista, mutta eri variaatioita ja tapoja on useita. 3D-tulostaminen on kehittyvä ala ja uusia tulostimia ja soveltuvia materiaaleja tulee koko ajan lisää markkinoille.
Savikappaleen tulostaminen voidaan karkeasti jakaa kolmeen eri työskentelyvaiheeseen. Ensimmäisessä vaiheessa tehdään digitaalinen tiedosto tulostettavan kappaleen muodosta. Tähän voi käyttää esimerkiksi Rhinoceros 3D-mallinnusohjelmistoa tai muuta vastaavaa CAD ohjelmaa. Valmis digitaalinen tiedosto tallennetaan esimerkiksi stl-muotoon, jonka jälkeen mallinnettu muoto viipaloidaan (slicer) toisella ohjelmistolla. Digitaalinen tiedosto antaa ikään kuin koordinaatit tulostimelle, jonka mukaan tulostinpää liikkuu ja tulostaa materiaalia. Prosessin toinen vaihe on itse tulostamista. Pursotustulostamista varten täytyy valmistaa sopiva pehmeä massa, joka on tarpeeksi tahnamaista ja tasalaatuista.
Massan voi valmistaa alusta loppuun itse tai käyttämällä esimerkiksi valmiita hienojakoista massaa, johon käsin työstämällä lisätään vettä niin, että massa on sopivan pehmeää. Saven tulostaminen pursotusmenetelmällä vaatii usein jatkuvaa valvomista ja esimerkiksi ilmanpaineen säätämistä. Tulostuksen aikana voikin vaikuttaa vielä itse tulostusprosessiin esimerkiksi muuntelemalla tulostusnopeutta tai säätämällä ilmanpainetta. Nämä mahdollisuudet ovat kuitenkin riippuvaisia siitä, millaista tulostinta käyttää. Prosessin kolmas vaihe on tulostetun kappaleen viimeistelyvaihe, jossa esine keramiikalle tuttuun tapaan kuivatetaan, viimeistellään ja poltetaan haluttuun lämpötilaan.
3D-tulostaminen sisältää hyvin erilaisia tulostamisen tekniikoita ja pursotusmenetelmäon vain yksi niistä. Savea voi tulostaa myös esimerkiksi jauhetulostimella, joka tulostaa saven jauhemaisena kerros kerrokselta. Saven tulostaminen mahdollistaa myös materiaalin soveltavan käytön. Stereolitografia (SLA) menetelmässä keraamista raaka-ainetta voidaan sekoittaa fotopolymeeriin, joka on valoreaktiivista. SLA tekniikassa nestemäistä seosta lisätään vaiheittain altaaseen, jonka jälkeen seoksen pintaa kovetetaan lasersäteen avulla kerros kerrokselta.
Keramiikan 3D-tulostinta voidaan ajatella uudenlaisena käsityöläisten, muotoilijoiden ja taiteilijoiden työkaluna, joka mahdollistaa perinteiseen tekemiseen verrattuna mm. muutoin vaikeiden muotojen valmistamisen ja uudenlaista materiaalin käyttöä. Digitaalisena työkaluna 3D-tulostin on hyvin erilainen verrattuna perinteisiin työkaluihin, sillä se on ohjelmoitu ja vaatii keramiikan tietouden lisäksi erilaisia osaamisen alueita. 3D-tulostusta voidaan lähestyä hyvinkin teknisestä näkökulmasta, sillä se mahdollistaa esimerkiksi rakenteellisesti vaativien muotojen tuottamisen. Sitä voidaan myös käyttää käsityömäisenä työkaluna, ja lähestyä tekemistä tutkivalla ja kokeilevalla otteella.
Kuvat
Brinck, Jaana. Keramiikan 3D-tulostusta.
Couder, Juan. Pegah Shamloo 2023
Couder, Juan. Johannes Kaarakainen 2022.
Couder, Juan. Lennart Engels 2022.
Viimeistely ja kuivatus
Puolivalmiit esineet viimeistellään lopulliseen muotoon ja ulkonäköön. Esineiden kuivumisvaiheella on suuri merkitys viimeistelyn onnistumiseen. Jos esine on liian märkä, se vääntyy helposti. Liian kuiva esine taas on hauras ja se murtuu.
Työvälineinä voidaan käyttää esimerkiksi luonnon- tai synteettistä sientä, joilla esineen reunat voi pyöristää. Erilaisilla veitsillä voi leikata esineeseen aukkoja ja erilaisia muotoja. Peltisellä siklillä voidaan siistiä esineen sisäpuoli sekä pyöristää reunoja.
Kuivuneen esineen käsittelyssä syntyy runsaasti hienojakoista savipölyä, joka menee hengitysilman mukana keuhkoihin. Muista aina työturvallisuus. Pyri viimeistelemään esine kosteana. Kuivan esineen hiomisessa käytä hengityssuojainta tai viimeistele hyvin ilmastoidussa tilassa.
Kuivatus
Ennen
esineen raakapolttoa saven vesipitoisuus on saatava mahdollisimman alhaiseksi. Kostea esine tuntuu kylmältä koskettaessa. Kuivuessa keramiikkaesine kutistuu sitä enemmän mitä hienojakoisempaa ja plastisempaa käytetty savi on.
Kuivatusvaiheessa savesta poistuu mekaanisesti sitoutunut vesi lukuun ottamatta
ilman suhteellisesta kosteudesta aiheutuvaa vettä.
Kuivumiseen vaikuttavat tekijät
Kuivuvan
saven rakenne
Hienojakoinen massa kuivuu hitaasti, koska siinä on hyvin vähän kapillaarikanavia ja nekin ovat ahtaita. Savihiukkasten litteä muoto hidastaa myös kuivumista, kun ne esimerkiksi muovattaessa ja dreijattaessa painautuvat tiiviiksi seinämäksi. Tämä ominaisuus parantaa kuivalujuutta mutta aiheuttaa suuremman kuivumiskutistuman seinämän läpimitan suunnassa kuin poikittaissuunnassa.
Helpoiten kuivuvat karkearakeiset massat, joissa on runsaasti epäplastisia raaka-aineita. Epäplastisten raaka-aineiden, kuten kvartsi ja maasälpä, hiukkaskoko on huomattavasti suurempi kuin plastisten aineiden hiukkasten koko.
Ympäröivän
ilman kosteus
Huoneilman kosteus on normaalisti 40–60 %. Saviesine kuivuu, kunnes ympärillä oleva ilma on kyllästynyt kosteudella. Ilman kierrättäminen nopeuttaa esineen kuivumista. Mitä kuivempaa ilmaa esineen ympärillä on, sitä enemmän se sitoo kosteutta esineestä mukaansa.
Vallitseva lämpötila
Veden poistumista savesta voidaan nopeuttaa nostamalla ympäröivän ilman ja kuivuvan esineen lämpötilaa. Kuuma vesi höyrystyy nopeammin nopeuttaen kapillaari-imua kanavien suulla. Liian nopea kuivatus saa veden haihtumaan esineen pinnasta nopeasti, jolloin saven pinta kuivuu ja kapillaarikanavat tukkeutuvat. Tällöin syvemmälle seinämän sisään jäänyt vesi laajenee kuumennettaessa aiheuttaen halkeamia tai jopa esineen rikkoutumisen. Suurten esineiden kuivattamisessa on tärkeää lämmittää esineen seinämät läpikotaisin ennen kuin kuivaa ilmaa aletaan kierrättää esineen ympärillä. Jotta kuivattaminen olisi tehokasta, haihtuva kosteus on siirrettävä pois esineen pinnan tuntumasta mahdollisimman nopeasti. Virtaava ilma pystyy parhaiten poimimaan vesimolekyylejä mukaansa.

Kuva
Lautenbacher, Nathalie. Muovipussi estää savea kuivumasta liian nopeasti.
Saven kierrättäminen
Kuivunutta savea ei kannata heittää pois vaan sen voi kierrättää uudeksi käyttökelpoiseksi saveksi.
Kuivan saven kierrättäminen muovailtavaksi:
- Hajota savi pieniksi paloiksi astiassa.
- Anna sen kuivua kokonaan.
- Täytä astia vedellä niin, että savipalat peittyvät.
- Odota saven vettymistä, hajoamista ja pehmenemistä.
- Kaada ylimääräinen vesi pois.
- Sekoita työvälineellä, käsin tai porakoneella.
- Levitä saviliete kipsilevyille kuivumaan.
- Käännä savi, kun kipsilevyä vasten oleva savi on muovailtavaa.
- Vaivaa savi, kun se ei ole enää märkää tai liukasta.
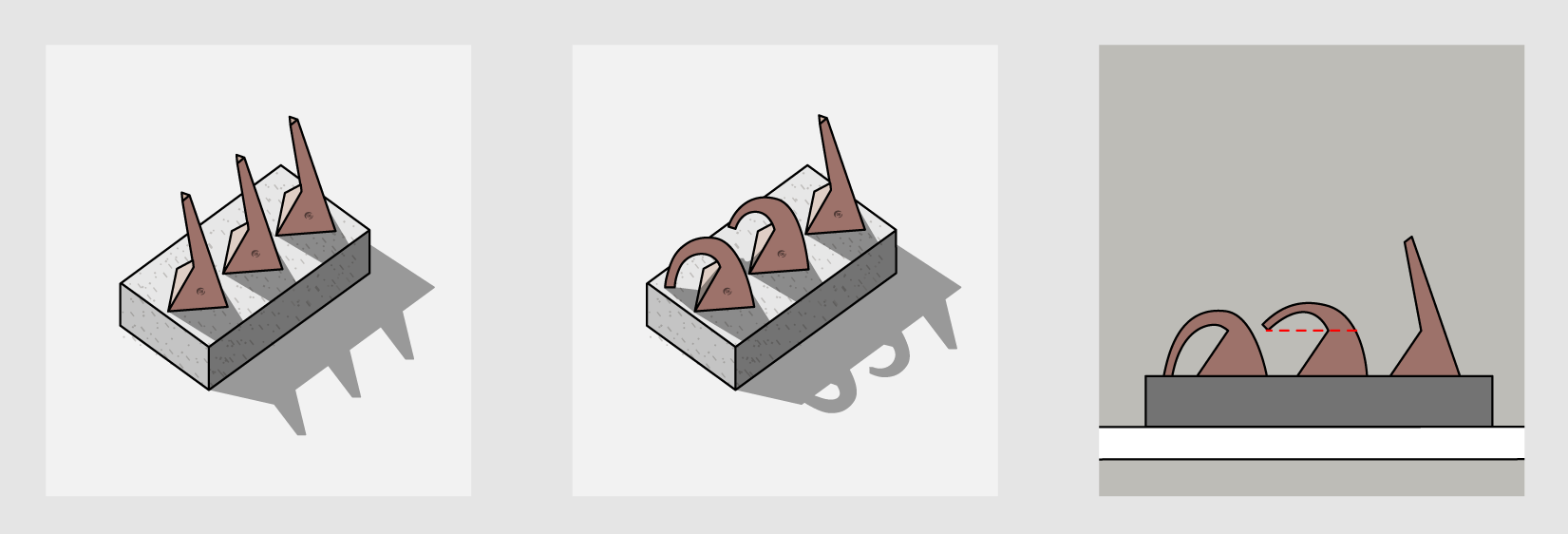
- Kuivumisen nopeuttamiseksi savesta voi muovata pieniä kaaria, jolloin sen kuivumispinta-ala laajenee.
Yllä olevaa kierrätysmenetelmää voidaan käyttää myös valusaven kierrättämiseen. Pienet savipalat lisätään kuiviin raaka-aineisiin sekoitettaessa tuoretta valusavea. Nyrkkisääntö on, että erässä ei käytetä enempää kuin puolet kierrätettyä valusavimateriaalia. Liian suuri määrä kierrätettyä valusavea voi aiheuttaa valupintavirheitä esineiden pinnoille. Esimerkki: 25 kg uusia raaka-aineita + 25 kg kierrätettyä valusavea + 20–25 litraa vettä + 80 g Dispex.
Suuria määriä kierrätyssavea muokattaessa kannattaa käyttää vakuumipuristinta, joka sekoittaa saven ja poistaa ilmakuplat. Kokonaisen kuivuneen savipaketin voi elvyttää käyttökelpoiseksi laittamalla sen ympärille märkiä pyyhkeitä. Savi imee kosteuden pyyhkeistä sisäänsä ja muuttuu jälleen muovattavaksi.

Kuva
Lautenbacher, Nathalie. Kierrätyssavisaavi.
Keramiikan polttaminen
Savesta valmistettu tuote poltetaan sille yhteensopivan lasitteen kanssa oikeaan lämpötilaan. Polttoprosessin aikana savi muuttuu keramiikaksi. Poltetun keramiikan ulkonäköön vaikuttavat savimassa, lasite, uunin tyyppi ja sen polttoaine, uunin latominen eli täyttö ja uunin poltto-ohjelma. Polton
aikana tapahtuu savessa useita eri reaktioita, kuten sintraantuminen, pehmeneminen ja
lopulta sulaminen, jos polttolämpötila nousee liian korkeaksi.
Savi muuttuu keramiikaksi, kun polttolämpötila saavuttaa 450 °C astetta. Tässä lämpötilassa savimassan hiukkasiin kemiallisesti sitoutunut kidevesi ja orgaaniset aineet poistuvat. Muutos on lopullinen, kun lämpötila on noin 600 °C ja kvartsin toinen kidemuutos on tapahtunut. Tämän lämpötilan jälkeen savi on muuttunut veteen liukenemattomaan muotoon eli keramiikaksi.
Poltonaikaiset muutokset pyritään ottamaan huomioon jo esineen suunnittelu- ja valmistusvaiheessa. Esineen kuivakokoon verrattua, polton jälkeistä koon muutosta kutsutaan polttokutistumaksi. Mitä tiiviimmäksi massa on poltettu, sitä enemmän se kutistuu. Kivitavaramassan kutistuma on yleensä noin 13 %, posliinin hiukan enemmän (14–16 %) ja huokoiseksi jäävän punasaven huomattavasti vähemmän.
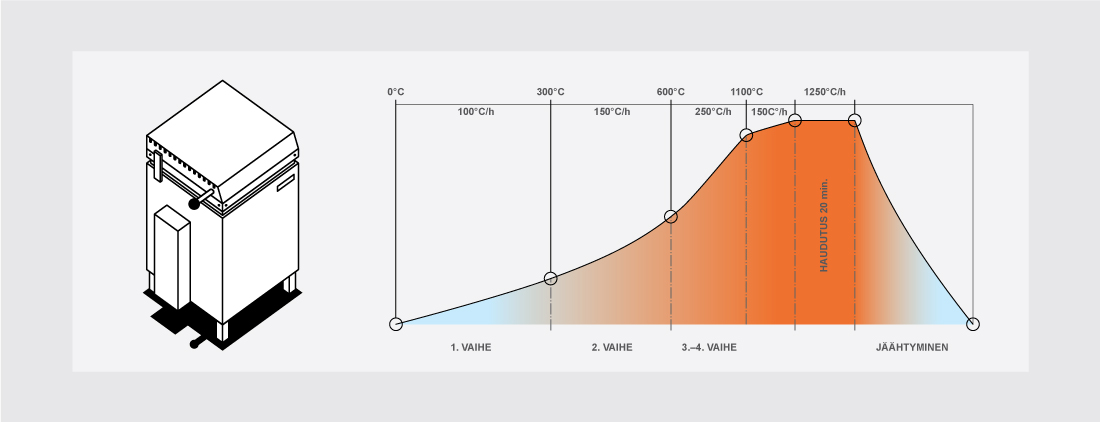
Tyypillinen keramiikkapoltto
sisältää 2–3 vaihetta ja loppuhaudutuksen. Haudutus tarkoittaa sitä, että
saavutettua polttolämpötilaa pidetty yllä haluttu aika. Haudutus antaa lämpötilan tasaantua uunissa, poltettaville esineille jää aikaa saavuttaa haluttu lämpötila
tasapuolisesti ja kemiallisilla reaktioilla on aikaa tapahtua. Jotkut
erikoislasitteet, kuten kidelasitteet, vaativat onnistuakseen pitkän
haudutusajan.
Keramiikan polttotapoja on pääsääntöisesti kolme:
Kertapoltto (yhdistetty raaka- ja lasituspoltto): esineet poltetaan vain kerran. Tätä tapaa käytetään yleisesti teollisuudessa. Kertapoltolla poltetaan esimerkiksi laatat, tiilet ja lautaset.
Raakapoltto + lasituspoltto: esineet poltetaan ensin raakapoltossa noin 800–950 °C asteeseen. Sen jälkeen huokoinen esine lasitetaan ja poltetaan lasitteen sulamislämpötilaan. Massan maksimipolttolämpö tulee huomioida lasitetta valittaessa.
Raakapoltto + lasituspoltto + koristepoltto: esineet poltetaan ensin raakapoltossa noin 800–950 °C asteeseen. Sen jälkeen huokoinen esine lasitetaan ja poltetaan lasitteen sulamislämpötilaan. Massan maksimipolttolämpö tulee huomioida lasitetta valittaessa. Poltettuihin esineisiin maalataan kuvioita matalan polton vaativilla väreillä, kuten kulta tai hopea. Koristekuviot poltetaan kiinni lasitepintaan koristepolttolämpötilassa noin 800 °C.
Polton aiheuttamia muutoksia
Sintraantuminen on keramiikan poltossa keskeinen ilmiö, jota voidaan kutsua tiiviiksipolttamiseksi. Sintraantuminen on sarja reaktioita, jossa massan hiukkaset sulavat yhteen ja takertuvat toisiinsa. Sintraantumisessa massa tiivistyy ja tulee vettä läpäisemättömäksi.
Sintraantuva kappale on polton huippulämpötiloissa
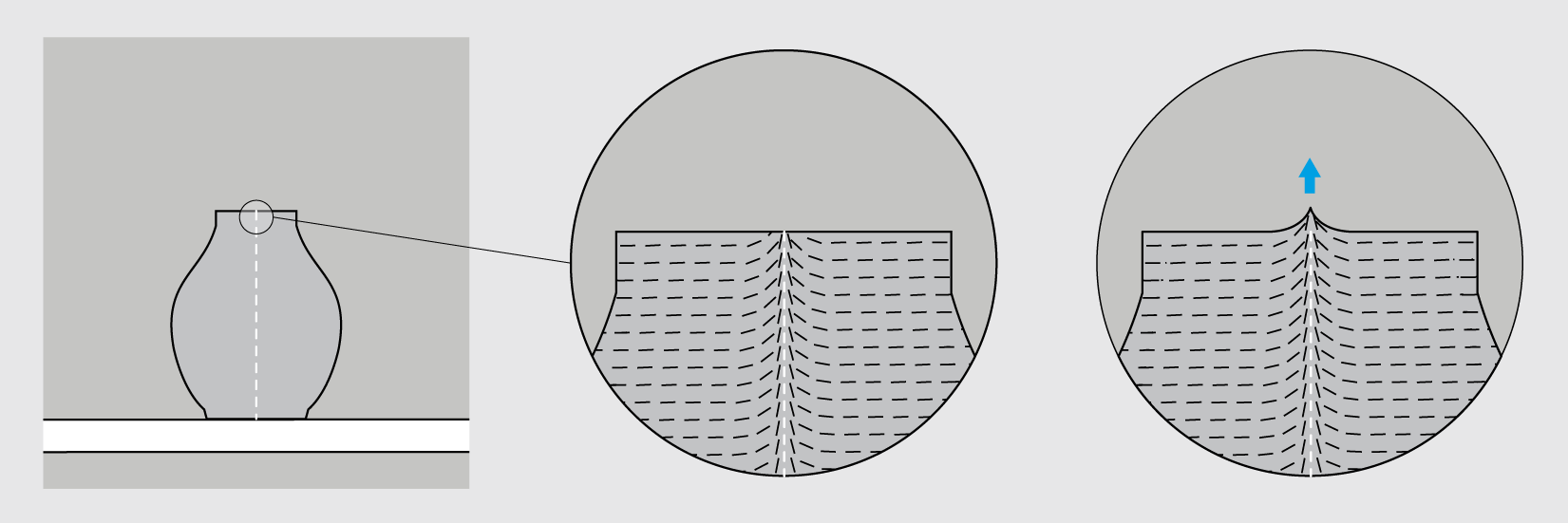
pehmeimmillään ja silloin esineen muoto pyrkii vajoamaan. Taipuneelle levylle asetettu esine saattaa vääntyä polton aikana. Kun
massa on pehmennyt, sen sisäiset jännitteet pyrkivät laukeamaan. Tämä aiheuttaa
esineeseen vääntymiä. Tätä ilmiötä kutsutaan saven muistiksi, joka voi näkyä valuesineen saumakohdissa. Esineen siloteltu sauma voi nousta polton jälkeen esiin. Samoin esineen suun
muodon muuttaminen soikeasta pyöreäksi onnistuu helposti esineen ollessa vielä
märkä, mutta polton aikana savihiukkasten aiheuttaman vedon vuoksi suu palautuu
luultavasti jälleen soikeammaksi.
Mikäli polttolämpötila ylittää massan
sintraantumislämpötilan alkaa massa sulamaan. Sulava massa muuttuu jähmeäksi
liuokseksi, johon alkaa muodostua kuplia kaasuuntuvista ainesosista. Tässä
vaiheessa esine menettää muotonsa ja vajoaa lopulta kokonaan uunilevylle, mikä
voi aiheuttaa uunille suurta vahinkoa.
Kun lämpötila nousee uunissa, massan tilavuus kasvaa. Tätä ilmiötä kutsutaan lämpölaajenemiseksi. Lämpötilan laskiessa tilavuus vastaavasti pienenee. Keramiikan valmistuksessa tällä on merkitystä erityisesti massan ja lasitteen yhteensovittamisessa, sillä lasite joutuu jäähtyessään joko puristus- tai vetojännitykseen suhteessa alla olevaan massaan. Lasitteen lämpölaajenemisen tulisi olla pienempi kuin massan, koska lasitteet kestävät paremmin puristusjännitystä, toisin sanoen massan tulisi kutistua lasitetta enemmän jäähtymisen aikana.
Polttolämpötilan
mittaaminen
Polttolämpötilan eri vaiheiden seuraaminen on tärkeää polton onnistumisen kannalta. Lämpötilaa mitataan useilla eri menetelmillä uunityypin mukaan. Mittaamista tehdään manuaalisen tai digitaalisen ohjauskeskuksen ja/tai pyrometristen keilojen avulla sekä uunin sisätilan hehkun väriä tarkkailemalla.
Uunin ohjauskeskus
Ohjauskeskus voi olla joko manuaalinen tai elektroninen. Manuaalisessa ohjauskeskuksessa lämpötilaa seurataan ja polton eri vaiheet asetetaan aina kulloinkin olevan lämpötilan mukaan. Automatisoidulla ohjauskeskuksella voidaan hallita tarkasti uuniohjelman jokaista vaihetta jäähdytystä myöten eikä poltto-ohjelmaa tarvitse seurata.
Uunin sisälle asennettava lämpötila-anturi
mittaa ohitse virtaavan ilman lämpötilaa. Kun lämpötila saavuttaa asetetun
rajan, siirtyy uunin seuraavaan vaiheeseen joko ohjauskeskuksen ohjaamana tai
manuaalisesti.
Pyrometriset keilat
Lämpötilaa uunin eri puolilla voidaan mitata lämpömittaria tarkemmin keraamisten lämmönmittauskeilojen eli pyrometristen keilojen avulla. Niiden koostumus on suunniteltu reagoimaan, taipumaan ja sulamaan tietyissä lämpötiloissa. Ne käyttäytyvät poltossa samalla tavalla kuin savi ja lasite. Keiloja käytetään varsinkin kaasu- ja puu-uunipoltossa, jossa ne antavat luotettavamman tuloksen esineiden lämpötilasta kuin esimerkiksi elektroninen lämpömittari.
On olemassa itsestään seisovia (esimerkiksi Orton) ja tukemista tarvitsevia keiloja (esimerkiksi Seger). Itsestään seisovia keiloja voidaan käyttää manuaalisesti poltettavissa sähköuuneissa lämpötilan seurantaan tai uunin eri osien lämpötilojen tarkistamiseen automatisoidussa sähköuunissa.
Tukemista tarvitseville keiloille tehdään savesta peti,
johon keilat asetetaan oikeaan kallistuskulmaan. Keilan profiili on kolmio ja niiden
tulisi olla kallistettuna 8 astetta. Keilojen tarkan kulman lisäksi keilojen
käytössä on tärkeintä, että keilat ovat lämpötilan mukaan järjestyksessä ja savipeti on tarpeeksi
iso kaatuville keiloille. Keilat on numeroitu ja ne vastaavat tiettyä
lämpötilaa. Kun tämä lämpötila on saavutettu, keila ns. kaatuu eteenpäin. Yleensä
käytetään kolmea eri lämpötilassa sulavaa keilaa. Savipedin tulee olla kuiva
ennen uuniin menoa.
Uunin lämpötila päätellään keilojen
sulamisasennosta. Kun ensimmäinen keila kaatuu, lähestytään polton loppulämpötilaa. Keskimmäinen keila osoittaa saavutetun lämpötilan ja kolmas keila varmistaa, ettei ole ylitetty valittua lämpötilaa. Polton tasaisuutta voidaan tarkastella, kun keiloja
sijoitetaan uuniin eri korkeuksille.
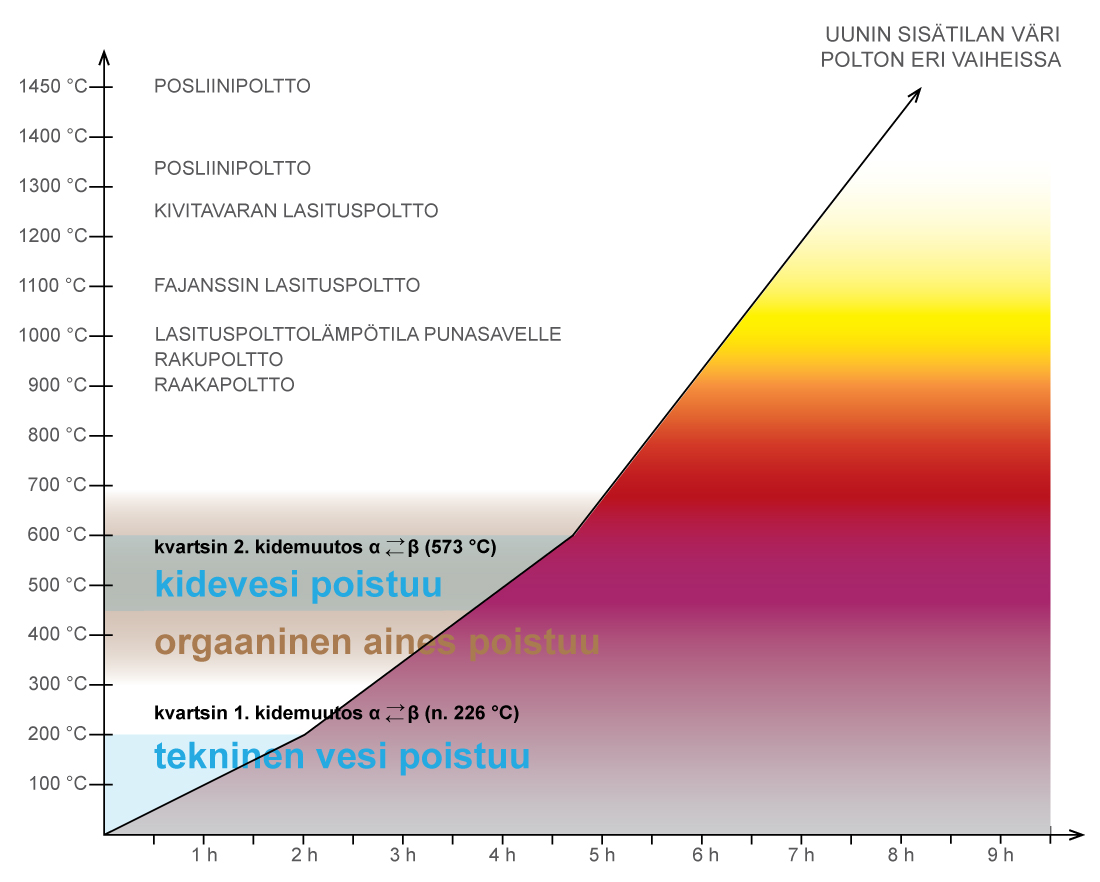
Uunin sisätilan väri
Ylinnä olevassa kaaviossa näkyy uunin sisätilan väri polton eri vaiheissa. Väriä seuraamalla voidaan arvioida uunin sisällä olevaa lämpötilaa. Tätä tapaa käytetään esimerkiksi rakupoltossa, jossa esineet poltetaan oranssin hehkuisiksi ennen polton lopettamista.
Kuvitus
Palmu, Sanna. Uunin sisätilan väri polton eri vaiheissa.
Kerimov, Nikolo. Saven muisti.
Kerimov, Nikolo. Keilat ennen ja jälkeen polton.
Uunin latominen
Uunia latoessa tarkista ensin, ettei uunissa ole näkyviä vaurioita, kuten aikaisemmista poltoista jääneitä keraamisia siruja tai lasitejäämiä uunin seinämissä ja lämmityselementeissä. Jos vastuksia tukevissa urissa tai uunin pohjassa on paljon irtoroskaa, poista ne tai imuroi uuni ennen käyttöä. Uuni on puhdistettava joka kerta käytön jälkeen, jotta estetään satunnaisten roskien putoaminen lasitettuihin esineisiin ja jotta poltot sujuvat toivotusti.
Ennen uunin latomista varmista, että tarvitsemasi uunikalusto (levyt ja pilarit) ovat ehjiä ja vailla lasitejäämiä tai näkyviä vaurioita. Uunilevyjen yläpinta ja pylväiden päät käsitellään uunipesulla, joka suojaa ja estää lasitteiden tarttumista uunilevyyn ja helpottaa uunilevyjen puhdistamista. Uuninpesu koostuu yleensä kaoliinista (50 %) ja alumiinioksidista (50 %), jotka veteen sekoitettuna muodostavat siveltävän tulenkestävän pinnoitteen. Uunipesun tulee kuivua hyvin ennen polttoa. Uunipesulla käsiteltyjä levyjä ja pilareita tulee käsitellä uusissa varovasti, jotta lasitettujen esineiden päälle ei putoa uunipesun murusia. Ne jäävät kiinni lasitteeseen polton aikana. Tämän vuoksi myöskään uunilevyn alapuolelle ei tule laittaa uunipesua. Uunikalusto, levyt ja pilarit, on valmistettu erittäin tulenkestävästä materiaalista. Käsittele niitä varoen.
Poltossa rikkoutuneet keramiikkakappaleet ja levyyn kiinnijääneet lasitteet ovat yleensä teräviä ja lasimaisia. Paras tapa puhdistaa uunilevy on hioa kaikki lasiteroiskeet tai juuttuneet kappaleet hiomakivellä. Uunin hyllyjä hioessa on käytettävä suojakäsineitä, suojalaseja ja hengityssuojainta silmien ja ihon suojaamiseksi keraamisilta sirpaleilta, ja jotta vältytään hengittämästä hiomisesta syntyvää hienojakoista silikaattipölyä.
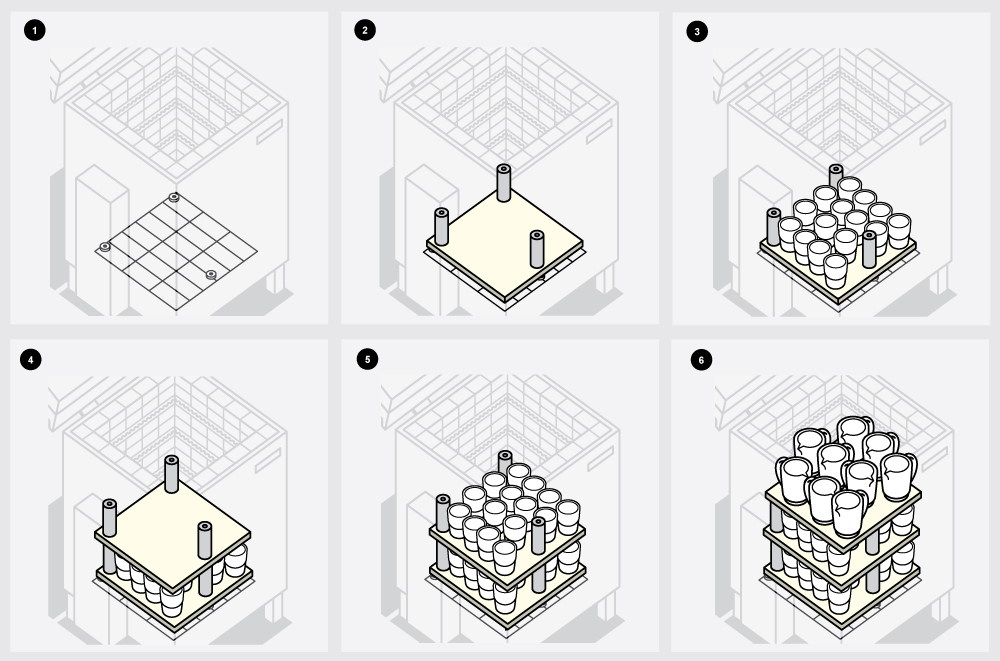
Tavoitteena on polttaa uuni mahdollisimman täyteen ladottuna ja tehokkaasti. Täydellä kapasiteetilla uunin polttaminen kuluttaa vähemmän energiaa esinettä kohden ja lämpötila on tasaisempi koko uunissa. Uuniin ladotaan toistuva kerrosten rakenne, jolloin tila ja polttotarkkuus on optimaalisin. Pinoaminen aloitetaan asettamalla uunin pohjalle kolme tukipylvästä, jotka ovat linjassa niiden päällä olevan uunilevyn reunan kanssa ja luovat vakaan pohjan. Seuraavalla kerroksella kolme tukipylvästä sijoitetaan samoihin kohtiin levylle. Sama levyjen välinen pylväskuvio jatkuu jokaisella kerroksella vahvan ja yhtenäisen painon kantavan rakenteen luomiseksi.Raakapoltossa esineitä voidaan sijoittaa toistensa päälle tai pinota. Lasituspoltossa olevat lasitetut esineen osat eivät saa koskettaa mitään uunin osia, kuten uunilevyjä, pilareita, elementtejä tai uunin seiniä. Lasitteen sulaessa esine voi jäädä kiinni uunilevyyn tai toiseen esineeseen. Esineiden väliin tulee jättää tyhjää tilaa eikä uunilevyyn koskettavassa osassa saa olla lasitetta. Käytettäessä helposti valuvia lasitteita tulee varmistaa, ettei lasite valu uunilevylle asti. Uunin kansi tai luukku ei myöskään saa koskea poltettaviin esineisiin.
Kuvitus
Kerimov, Nikolo. Uunin latominen.
Kertapoltto
Kertapoltoksi kutsutaan prosessia, jossa raaka- ja lasituspoltto tapahtuvat samanaikaisesti. Raaka kuiva esine lasitetaan ja kuivataan, jonka jälkeen se poltetaan vain kerran. Poltossa tulee ottaa huomiooon raakapolton hidas alku ja lasituspolton huippulämpötila haudutuksineen.
Kivitavaramassa kestää käsittelyä ja lasittamista raakapolttamattomana. Kertapoltettu tuote on taloudellisesti edullinen ja teollisuuden käyttämä polttotapa.
Raakapoltto
Raakapoltolla tarkoitetaan esineiden ensimmäistä polttoa noin 800–950 °C:n lämpötilaan. Raakapolton loppulämpötila voi vaihdella massan maksimipolttolämpötilan mukaan. Polton tarkoituksena on saada esineet kestäviksi, jotta ne kestävät lasittamista. Raakapoltettu massa on huokoista ja imee lasitteesta vettä, jolloin lasite tarttuu esineen pintaan. Raakapolttoon esineet voidaan latoa kiinni toisiinsa tai pinota varovasti päällekkäin.
Raakapoltossa tärkeää on hidas alku. Kuivatusvaiheessa savesta on poistunut kaikki muu vesi, paitsi ilman kosteudesta johtuva vesi, jota on hyvin kuivatetussa esineessä n. 4 %. Veden kiehumisesta johtuva höyrystyminen 100 °C:ssa aloittaa saven huokosiin jääneen kosteuden poistumisen. Mekaanisesti saveen sitoutunut, ns. tekninen vesi, haihtuu polton alussa noin 20–120 °C:ssa. Lämpötilan nousu lisää veden höyryn painetta ja ajaa kosteuden ulos saven pinnalle. Lämmön nousua on tässä vaiheessa hidastettava, jotta vesi ei vapautuisi liian kovalla paineella. Suurin osa raakapoltossa rikkoutumisista aiheutuu veden ja orgaanisten aineiden räjähtämisestä.
Polttamattoman savihiukkasen kiderakenne sisältää kemiallisesti sitoutunutta eli kidevettä noin 10–14 % painostaan. Tämän kideveden poistuminen alkaa 450 °C:ssa ja jatkuu noin 600 °C:seen.
Kaikki savimassat sisältävät orgaanisia aineita. Näitä ovat esimerkiksi humus ja kasvien osat. Helposti palavien orgaanisten aineiden poistuminen savimassasta alkaa veden poistumisen kanssa samaan aikaan noin 300 °C:ssa. Esineen pintaan alkaa muodostua pieniä mustia pisteitä ja tummia alueita, jotka ovat hiiltä ja rikkiä. Hiili palaa pois noin 900 °C asteeseen mennessä ja rikki noin 1150°C asteessa. Liian nopea raakapoltto voi estää hiilen ja rikin kunnollisen poistumisen savesta. Ne voivat lasituspoltossa kaasuuntuessaan aiheuttaa lasitusvirheitä. Paksuseinäisissä esineissä niiden poistuminen kestää kauemmin. Raakapolton loppuvaiheessa lyhyt haudutus edistää hiili- ja rikkikaasujen poistumista. Kaasut jäävät uunitilaan, joten tuuletuksesta on huolehdittava.
Raakapolton alkua tulee hidastaa, jos esineet ovat paksuja tai ne ovat vielä vähän kosteita. Mitä paksumpi esine on, sitä hitaampi alkupoltto on tarpeen.
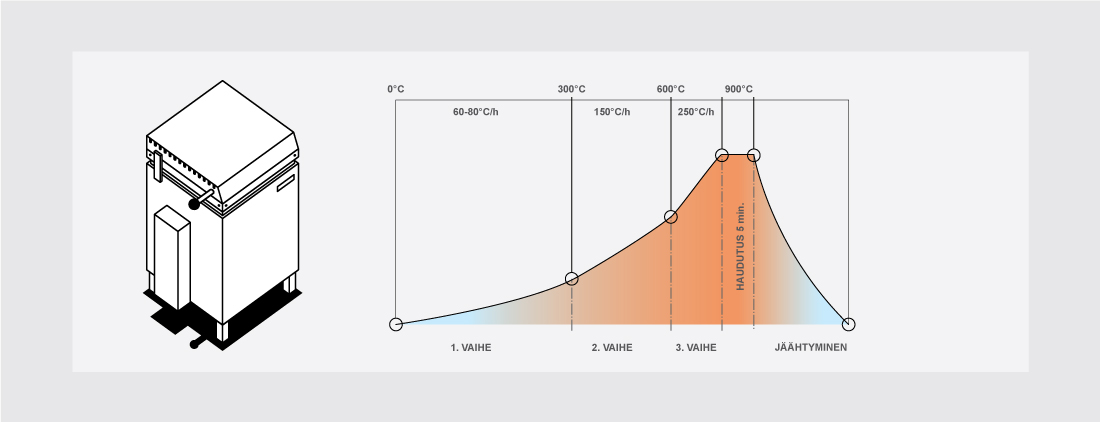
Tässä yksi esimerkki raakapoltto-ohjelmasta sähköuunissa. Poltossa on hidas alku mutta esineiden paksuudesta ja kuivuudesta riippuen 1. vaihe voi olla 50-100 °C/h.
Raakapoltto
- vaihe: 50 °C/h, 250 °C:een
- vaihe: 100 °C/h, 600 °C:een
- vaihe 3: 200 °C/h, 900 °C:een.
Kuvitus
Kerimov, Nikolo. Raakapolton polttokäyrä.
Lasituspoltto
Lasituspoltossa esineet poltetaan niin korkeaan lämpötilaan kuin
lasitteen sulaminen vaatii. Lasituspolton loppulämpötila vaihtelee
käytetyn massan ja lasitteen mukaan. Nopealla tai hitaalla
lämmönnousuohjelmalla vaikutetaan lasitteen sulamiseen ja osa lasitteista vaatii hidastusta polton aikana. Esimerkiksi kidelasitteissa kiteet
kasvavat, kun lasitetta haudutetaan eri
jäähtymislämpötiloissa.
Lasitteen
sisältämä vesi höyrystyy pois polton alussa. Polttovaiheen tulee olla rauhallinen, jotta vesi pääsee
vapautumaan hitaasti pois. Liian nopea alkupoltto saa kuivan lasitekerroksen herkästi halkeilemaan. Lasiteraaka-aineiden muutokset poltossa tapahtuvat
samoin kuin massan muutokset raakapoltossa. Lasitepolton voi aloittaa nopeammin
ja polttaa loppuun lyhyemmässä ajassa kuin raakapolton.
Lasitteen sisältämistä raaka-aineista riippuen sulaminen voi alkaa jo noin 600 °C:ssa natrium- ja kaliumoksidin vaikutuksesta. Varsinainen lasitteen sulaminen alkaa noin 800-1000 °C:ssa. Raakapoltettu esine ei ole vielä sintraantunut, vaikka savihiukkasten reunat ovat hitsautuneet toisiinsa kiinni. Noin 1000-1100 °C:en jälkeen lasite alkaa kiinnittyä massan pintaan ja muodostaa sidoksen massan hiukkasten kanssa. Lasituspolttoa ladottaessa on muistettava jättää esineiden väliin tilaa. Lämpötilan kohotessa massan tilavuus muuttuu (kvartsin kidemuutokset) ja samalla esineen koko kasvaa hetkellisesti lämpölaajenemisen vaikutuksesta.
Lasituspolton jäähdyttäminen
Uunin annetaan jäähtyä vapaasti haudutusvaiheiden jälkeen. Kriittiset pisteet jäähtymisessä ovat kvartsin kidemuotojen muutoksista johtuvat tilavuuden muutokset. Lämpötilan on laskettava hitaasti 600–500 °C (kvartsin kidemuutos 573 °C) sekä noin 300–200 °C (kristobaliitin kidemuutos n. 226 °C). Uunin vapaa jäähtyminen edistää läpikuultavan ja kiiltävän pinnan muodostumista. Uunin voi avata, kun lämpötila on alle 200 °C:n. Uunin avaaminen jäähtyneenä suojaa uunia lämpöshokilta ja pidentää uunin käyttöikää.
Erikoistapauksessa kidelasitteen hauduttaminen vaatii erityisen hidasta jäähdyttämistä loppulämpötilasta noin 600 °C:eseen. Tämä edistää kiteiden syntyä sekä tekee lasitteen opaalisemmaksi.
Tässä esimerkit lasituspoltto-ohjelmista sähköuunissa.
Matala lasitepoltto
- vaihe: 100 °C/h, 250 °C:een
- vaihe 2: 150 °C/h, 600, °C:een
- vaihe 3: 200 °C/h, 1020 °C:een.
Haudutus: 10–20 min.
Korkea lasitepoltto
- vaihe: 100 °C/h, 250 °C:een
- vaihe: 150 °C/h, 600, °C:een
- vaihe: TÄYSTEHO, 1100 °C:een
- vaihe: 150°C/h, 1200–1250 °C:een ***
Haudutus: 10–20 min
*** Jotkut uunivalmistajat suosittelevat, että lämpötilan nousunopeutta hidastetaan hieman ennen loppulämpötilan saavuttamista, jotta polttotulos ovat tasaisempi ja uunielementit kestävät pidempään.
Kuvitus
Kerimov, Nikolo. Lasituspolton polttokäyrä.
Keramiikkauunit ja niiden polttotavat
Uuneja ja polttotapoja on useita, mutta kaikilla uuneilla on joitain yhteisiä peruselementtejä: lämmön lähde, hyvin eristetty tulenkestävä rakenne ja tapa hallita ilman sisääntuloa. Ainoat poikkeukset ovat esimerkiksi maakuoppapolton tyyppiset primitiiviset matalapoltot, joissa poltto tapahtuu ympäristöstä löydettyjen materiaalien avulla. Tyypillisiä keramiikan polttoon tarkoitettuja uuneja ovat sähköuuni, kaasu-uuni, puu-uuni ja raku-uuni.
Poltto voi olla joko hapettava tai pelkistävä. Hapettavassa poltossa uunin sisällä on koko ajan happea eikä sitä suljeta missään vaiheessa pois. Sähköuunissa poltto on hapettava. Pelkistävässä poltossa hapen tulo uunin sisälle estetään, jolloin uunin sisällä muodostuu hiilidioksidin lisäksi häkää. Häkä pyrkii sitomaan itseensä happea ja ottaa sen itseensä tietyistä metallioksideista. Helposti happiatomin luovuttavia metallioksideja ovat rauta (Fe2O3) ja kupari (CuO).
Alla on kuvattuna rautaoksidin reaktio pelkistyspoltossa:

Uuneissa, joissa on liekki (kaasu- ja puu-uuni), hapen tulo estetään sulkemalla ilma-aukot. Sähköuunissa hapen tuloa ei pysty sulkemaan mutta pelkistyksen voi suorittaa poikkeustapauksessa lisäämällä uuniin savua muodostavaa materiaalia tai lasitukseen piikarbidijauhetta.

Kuva
Lautenbacher, Nathalie. Uunihuone.
Sähköuuni
Sähköuuni on yleisin uunityyppi, jota nykyään käytetään Suomessa. Sähköuuneja valmistetaan eri kokoisina, ne ovat erittäin luotettavia, niitä pidetään ympäristöystävällisimpinä ja ne vaativat vain vähän tieteellistä tuntemusta keramiikkapoltoista. Sähköuunissa polttotapa on hapettava.
Sähkökäyttöiset keramiikkauunit ovat hyvin yksinkertaisia. Ne ovat joko neliön tai ympyrän muotoisia, edestä tai ylhäältä ladottavia metallilaatikoita, jotka on vuorattu pehmeillä, huokoisilla, erittäin hyvin eristävillä tiilillä. Sähköuunit toimivat sähköllä, joka kulkee vastuselementeiksi kutsutuissa metallikierteissä uunin sisäseinissä. Nämä elementit ovat sähköuunin osa, joka vaatii huoltoa ja jotka on vaihdettava käytön mukaan.
Uunipesu tehdään uunilevyjen yläpinnoille sekä pilarien päille. Uunipesu koostuu yleensä kaoliinista ja alumiinioksidista, jotka sekoitettuna veteen muodostaa levitettävän tulenkestävän pinnoitteen. Tämä suojaa levyä sulaneilta lasitepisaroilta. Useiden polttojen jälkeen uunipesu alkaa hajoilla ja varista. Tämä vanha uunipesukerros on raaputettava pois ja levitettävä uudelleen tai paikattava.
Uuniin lastataan tarpeellinen määrä kerroksia niin, että uunitila täyttyy mahdollisimman tarkasti. Ladonta aloitetaan asettamalla kolme tukipilaria uunin pohjalle. Pilarit asettuvat kolmion mallisesti päälle tulevan uunilevyn kulmiin ja sivulle. Lastausta jatketaan asettamalla tukipilarit seuraavissa kerroksissa samalle kohdalle, jolloin lastauksen paino tulee suoraan uunin pohjaa vasten.
Uuniin lastattavat esineet eivät saa koskea uunin vastuselementteihin, uunipilareihin, uunin seinämiin tai oveen. Päältä lastattavat uunit suljetaan laskemalla uunin kansi alas. Sivusta täytettävien uunien ovissa on salpa, jolla varmistetaan uunin oven pysyminen kiinni polton aikana.
Sähköuunin polttolämpötilan nousu ja lasku voidaan ohjelmoida halutunlaiseksi ohjauskeskuksella. Poltto-ohjelma jaetaan vaiheisiin, joissa uunin lämpötilan nousunopeutta säädetään vaiheittain. Ohjauskeskuksia on erilaisia. Tässä esimerkki yhdestä.
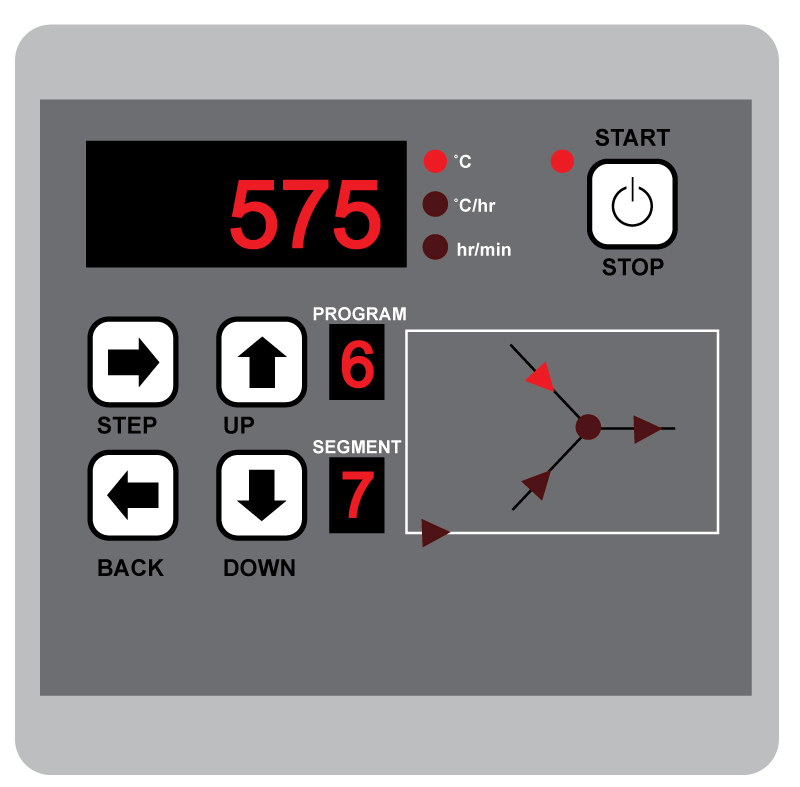
Kuvitus
McPartlan, Mimi. Uunin ohjausyksikkö
Kaasu-uuni
Kaasu-uunissa polttoaineena käytetään maakaasua tai nestekaasua, kuten propaania. Nestekaasut ovat hiilivetyjä, joista syntyy palamistuotteena hiilidioksidia ja vettä. Kaasu on hajutonta, joten siihen on lisätty hajusteaineeksi rikkivety-yhdisteitä. Kaasuseos johdetaan paineen avulla ulos säilöstä ja sekoitetaan sopivassa suhteessa ilmaan. Tästä syntyy räjähtävä seos, joka palaa liekkinä.
Kaasu-uuneilla voi olla samanlainen rakenne kuin sähköuuneilla eli metallirunko, joka vuorattu pehmeillä uunitiilillä ja edessä ovi latomista varten. Jos uunia käytetään erikoistapauksissa suola- tai soodapolttoon, poltossa kehittyy myrkyllisiä kaasuja. Uunit rakennetaan paikan päällä hyvin tuuletettavaan tilaan kovista tiilistä, koska suolan ja soodan käyttö uuneissa on erittäin syövyttävää ja tuhoavaa. Tässä tapauksessa uunin ovi rakennetaan tiili kerrallaan jokaista polttoa varten. Oven, tai etuaukon, on oltava mahdollisimman tasainen ja tiukka, koska kaikki mahdolliset aukot vapauttavat lämpöä, hidastavat polttoaikaa ja hukkaavat energiaa.
Kaasu-uunissa on yleensä holvimallinen katto. Kaasu-uunissa liekki tulee uunin alaosasta ja lämpö nousee sieltä kohti kattoa. Lämpö ja polttokaasut voidaan johtaa pois uunista joko uunin ylä- tai alaosasta. Ns. ylösvirtausuunissa savuhormi uunin katossa, jolloin lämpö sekä polttokaasut poistuvat uunin yläosasta. Alasvirtausuunin savuhormi on uunin pohjassa. Lämpö kiertää holvikaton kautta ja palaa takaisin uunin alaosaan, josta se poistuu polttokaasujen kanssa matalan savuhormin kautta savupiippuun. Alasvirtausuunissa poltto on tehokkaampaa, koska lämpö kiertää uunissa pidempää.

Kuva
Haynes, Charles. Täyteen ladottu kaasu-uuni ennen polttoa.
Puu-uuni
Puupoltto on vanhin keramiikan polttomenetelmä. Uunin polttoaineena käytetään puuta ja poltto vaatiikin paljon aikaa, sillä puita lisätään polttopesään koko polttoprosessin ajan. Poltto voi kestää jopa 70 tuntia uunin tyypistä ja koosta riippuen.
Työt ladotaan uuniin edellisenä päivänä. Esineiden pohjat
käsitellään alumiinioksidilla, jotta ne eivät tartu kiinni uunilevyihin tuhkan lentäessä
uunitilassa. Samottipitoisesta massasta pyöritetään palloja, joita esineissä ns.
ladontajalkoina. Liekin ja tuhkan kulku jättävät jälkensä myös esineen
pohjaan. Tällä menetelmällä esine voidaan latoa uuniin, myös kyljelleen.
Lämpötilan nousua seurataan mittarilla, polttokeiloilla
ja polttoon käytetystä massasta tehdyillä massarenkailla. Mittarilla voidaan
seurata polton alkuvaihetta mutta polton edetessä siirrytään seuraamaan
lämpötilaa keiloilla, jotka näyttävät tarkemmin uunin todellisen lämpötilan. Keilat
asetetaan uuniin kurkistusaukkojen kohdalle. Keilat valitaan lämpötilan mukaan
niin, että ne näyttävät milloin on saavutettu esimerkiksi pelkistämisen
polttolämpötila tai lähestytään loppulämpötilaa. Massarenkaat ovat varmin tapa kontrolloida
todellista lämpötilaa. Lasitetut renkaat asetetaan myös kurkistusaukkojen eteen,
jotta niitä voidaan nostaa metallikoukulla uunista ulos polton aikana.
Massarenkaista voidaan konkreettisesti tarkistaa esimerkiksi ovatko lasitteet
sulaneet tai pelkistys onnistunut.
Puilla poltettaessa syntyvä tuhka kulkeutuu vedon mukana
hienona pölynä uunin ladontatilaan ja laskeutuu epäsäännöllisesti sekä esineiden
pinnoille että uunilevyille. Tuhka tarvitsee vähintään 1225 °C asteen
lämpötilan sulaakseen lasiksi.
Puu-uunissa massat ja lasitteet yleensä pelkistetään. Pelkistys tapahtuu ilma-aukkojen pienentämisellä tai niiden täydellisellä sulkemisella riippuen halutun pelkistyksen voimakkuudesta. Pellin sulkeminen estää savun ja leikin kulun piippuun ja savu jää uunitilaan. Kun hapen pääsyä rajoitetaan, hiilimonoksidi eli häkä ottaa happea sieltä mistä se sitä saa eli massasta ja lasitteista. Pelkistyksen aikaansaamat massan harmaat ja mustat sävyt syntyvät hiilen imeytyessä esineen huokosiin polton aikana ja säilyen valmiissa tuotteessa.
Puu-uunityyppejä on useita erilaisia mutta kaikkia niitä yhdistää tulen, lentävän tuhkan ja pelkistämisen vaikutukset massaan ja lasitteeseen.Holvimallisessa puu-uunissa tulipesä erotetaan ladontatilasta tulimuurilla, joka nostaa liekin ja tuhkan uunin yläosaan. Tuhka ei kulje suoraan ladontatilan läpi vaan tuhka laskeutuu sattumanvaraisesti esineiden päälle.
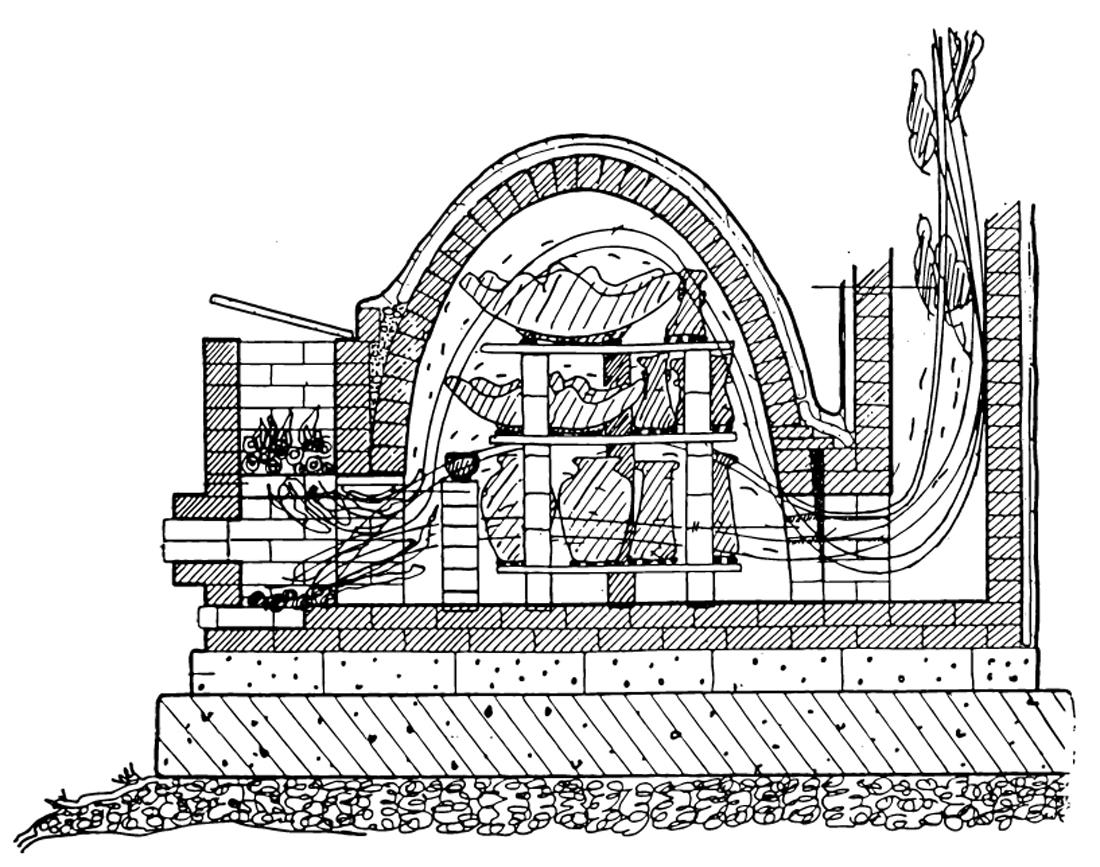
Anagama-mallisessa puu-uunissa tulipesä on ladontatilassa. Polton aiheuttama tuhka kulkee vapaasti ladontatilan läpi.
Talonpoika, Riitta. Puu-uunin toimintaperiaate.
Kuvat
Palmu, Sanna. Anagama-uuni.
Raku-uuni
Raku on japanilainen polttomenetelmä, jota on käytetty teeseremoniaan liittyvänä esteettisenä traditiona. Raku tarkoittaa nautintoa, helppoutta, rauhaa ja onnea. Teeseremoniassa rakumestari poltti kaikille teekulhot, joista sitten tee nautittiin. Keisari Hideoshi antoi 1500-luvulla eräälle teeseremonia-astioiden valmistajalle rakumerkin. Tästä lähtien rakua alettiin käyttää sukunimenä. Raku-polttomenetelmä olikin Shojiro Rakun suvun tarkoin vartioima salaisuus useita vuosisatoja. Vasta 1900-luvun alussa Bernard Leach ensimmäisenä länsimaisena henkilönä sai suvun arvostuksen ja hänelle luovutettiin tieto polttomenetelmästä. Spontaani ja nopea polttomenetelmä levisi nopeasti Amerikassa. Kyllikki Salmenhaara toi menetelmän Amerikan matkan tuliaisena Suomeen ja vuonna 1968 poltettiin ensimmäinen rakupoltto Ateneumin pihalla.
Raku-esine on valmistettava karkeasta massasta. Tähän sopii mikä tahansa savi, jos se sisältää 30–50 % karkeaa hiekkaa tai samottia. Massan huokoisuus estää saven halkeamisen nopeassa polttoprosessissa. Esine on raakapoltettava vähintään 600°C:seen, jotta saven kidevesi poistuu. Sen jälkeen esine ei palaa takaisin saveksi eikä halkea poltossa. Raku-lasite on matalanpolton lasite, joka sisältää paljon matalanpolton sulatteita. Raakapoltetut esineet on hyvä lasittaa hyvissä ajoin ennen varsinaista polttoa, koska lasitetun esineen on oltava kuiva uuniin pantaessa. Valmiiksi lasitettuja esineitä voidaan nostaa raku-uunin päälle kuivumaan, kun edellistä uunillista poltetaan.
Rakupoltossa tarvitaan raku-uuni, polttoaine (yleensä nestekaasu
ja poltin), savustuspönttö ja -aine, vesiastia, rakupihdit ja hansikkaat.
Raku-uuni voidaan rakentaa tiilestä tai kaoliinivillasta.
Uunin rakentamisessa on otettava huomioon riittävä lämmönerityskyky, tehokas
ilmankierto, tarkoituksen mukainen koko ja uunin avattavuus polton aikana.
Savustuspöntön on hyvä olla metallia, esimerkiksi katkaistu tynnyri.
Savustusaineena voidaan käyttää helposti syttyviä luonnon raaka-aineita, kuten
olkia, sahanpurua tai kuivia lehtiä.
Rakua poltetaan yleensä ulkona paikassa, jossa tuli ei
aiheuta vaaratilanteista eikä savu pahemmin häiritse. Kuivat esineet ladotaan
uuniin uunilevyn päälle ja uuni kuumennetaan 900–1000 °C:seen tai kunnes
lasitteet sulavat. Lämpötilan etenemistä seurataan tarkkailemalla esineiden
väriä esimerkiksi kannen kurkistusluukusta. Lasitteet sulavat noin 10–20
minuutissa riippuen lasitteen raaka-aineista. Kun lasitteet näyttävät
kiiltäviltä, kaasu sammutetaan.
Esineet nostetaan pihdeillä uunista savustuspönttöön, jossa on esimerkiksi kostutettua sahanpurua. Kuuma esine sytyttää purun, jonka jälkeen savustuspöntön päälle laitetaan kansi. Tiiviissä tilassa palamiseen tarvittava happi alkaa loppua ja palaminen ottaa tarvitsemansa hapen rakuesineen massasta, lasitteesta ja käytetyistä värimetallioksideista. Tällöin tapahtuu pelkistyminen. Savu tunkeutuu kuuman massan huokosiin ja lasittamaton esineen pinta muuttuu väriltään mustaksi. Lasitteisiin muodostuu metallinhohtoinen värikirjo.
Savustamisen jälkeen esineet jäähdytetään nopeasti nostamalla ne vesiastiaan. Rakuesineille on tyypillistä lasitepinnan halkeamat, jotka syntyvät jäähdytyksen aikana lämpöshokin vaikutuksesta. Jos esineen jäähdytys tapahtuu hitaasti ilmatilassa, niin lasitus voi muuttua uudelleen hapettavaksi.
Palmu, Sanna. Rakupolton vaiheet.
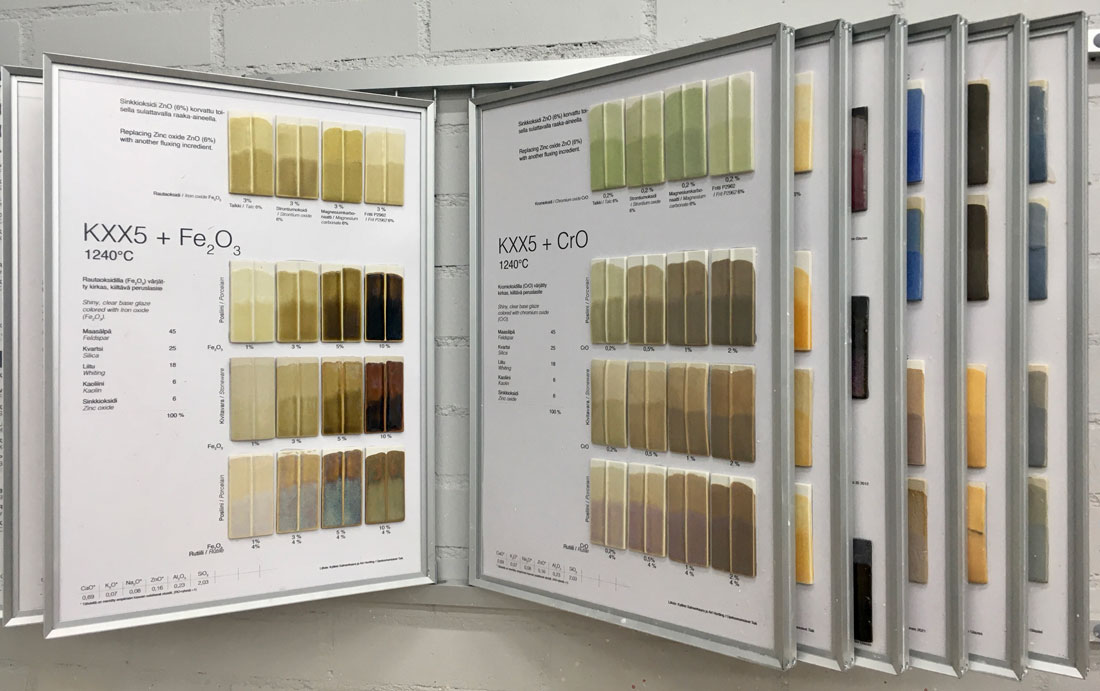
Lasite
Lasitetta
käytetään monista eri syistä. Käyttöesineissä lasitettu pinta on hygieenisempi
ja helpompi pitää puhtaana kuin lasittamaton pinta. Lasite lisäksi parantaa
esineen kulutuksen kestävyyttä ja tekee esineestä vedenpitävän. Lasitteen
käytölle voi olla myös täysin esteettisiä syitä. Sillä voidaan esimerkiksi
parantaa esineen ulkonäköä ja tasoittaa massassa näkyviä virheitä.
Taidekeramiikassa lasitteen visuaaliset ominaisuudet voivat nousta
käytettävyysvaatimusten ohitse.
Seuraavissa kappaleissa käydään läpi lasitteen raaka-aineita ja koostumusta.
Kuva
Lautenbacher, Nathalie. Lasitekirjasto.
Mitä lasite on?
Lasite koostuu luonnosta saatavista mineraaleista ja teollisesti valmistetuista sulattajista. Lasite on ohut kerros seosta, joka kuumennettaessa muodostaa lasia esineen pinnassa. Luonteeltaan lasite ei ole tarkka kemiallinen yhdiste. Se on seos, jonka sulamiseen vaikuttaa usea samanaikaisesti tapahtuva eutektinen reaktio. Osa lasitteen raaka-aineista pehmenevät alhaisissa lämpötiloissa ja alkavat sulattaa muita.
Eutektinen seos
Eutektisessa seoksessa voi olla kaksi tai useampia aineita, joiden sulamispiste tietyssä suhteessa yhdessä on alempi kuin niiden oma sulamispiste. Lasitteet ovat eutektisia seoksia, jotka sisältävät mm. alumiinisilikaatteja sekä alkali- ja maa-alkalioksideja.
Eutektisia seoksia muodostavilla raaka-aineilla saadaan kova ja kestävä lasitepinta alhaisemmassa lämpötilassa kuin raaka-aineet yksinään käytettyinä sulaisivat. Välttämättömiä oksideja lasitteessa ovat Al203 ja SiO2. Näillä molemmilla on korkea sulamispiste. Piidioksidi SiO2 sulaa 1715 °C:ssa ja alumiinioksidi Al2O3 sulaa 2050 °C:ssa. Niiden eutektinen seos, jossa on alumiinioksidia 5,5 paino-%:a ja piidioksidia 94,5 paino-%:a, sulaa jo 1550 °C:ssa.
Kuvassa kaksi ainetta muodostaa eutektisen seoksen, joka sulaa alhaisemmassa lämpötilassa kuin aineet yksinään.
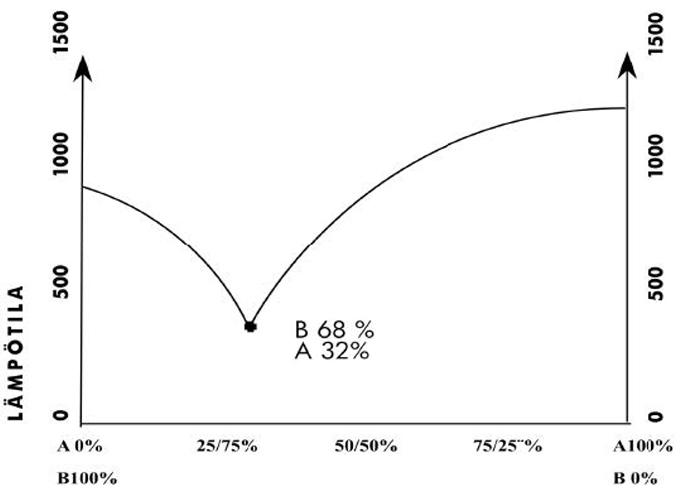
Värimetallioksidit lisäävät tai heikentävät lasitteen sulamista niiden käyttömäärän ja polttolämpötilan mukaan. Värimetallioksidin vaikutuksesta lasite voi himmeä lasite muuttua valuvaksi ja läpikuultavaksi. Suuret värimetallioksidien määrät estävät sulamista. Esimerkki viskositeetin muutoksista rautaoksidia lisättäessä on läpikuultavaksi sulava kivitavaralasite Eh30, johon on lisätty rautaoksidia 2% alkaen 32% asti, jolloin lasite jähmettyy paikoilleen poltettaessa 1260 °C.

Lisätietoa lasittamisesta ja lasitteista löytyy Lisämateriaalit-kansiosta dokumenteista Lasite_mitä se on ja Lasite ja lasittaminen.
Kuvitus
Jokinen Eeva. Eutektisen seoksen sulamispiste.
Kuva
Hortling, Airi. Raudan lisäämisen vaikutus lasitteen eutektiseen seokseen.
Lasitteen suunnittelu ja kemiallinen koostumus
Lasite valitaan käytetyn massan polttolämpötilan mukaan. Matalanpolton savet lasitetaan matalanpolton lasitteilla (900–1100 °C). Alle 900–1000 °C polton lasitteet kestävät heikosti kulutusta ja ne ovat pääasiassa koriste- ja taidekeramiikan lasitteita. Korkeanpolton savet lasitetaan korkeanpolton lasitteilla (1180–1350°C). Poikkeuksena taloustavara ja posliini, sekä luuposliini, joka ensin poltetaan lopulliseen lämpötilaan korkealle, sintraantumiseen asti ja lasitepoltto on alemmassa lämpötilassa (1050–1180°C).
Lasite voidaan valmistaa itse eri raaka-aineista, mineraaleista ja oksideista tai käyttää valmiina ostettavia lasitteita. Itse valmistettuna lasite tulee yleensä halvemmaksi ja lasitteen ominaisuuksiin ja väriin voi vaikuttaa.
Lasitteen suunnittelussa huomioidaan seuraavia asioita:
- Lasitteen ulkonäkö poltettuna (kiilto, läpikuultavuus, pinta, väri).
- Lasite valitaan käytetyn massan tai saven polttokorkeuden mukaan.
- Lasite kestää happoja, alkaleja tai vastaavia aineita, ei liukene käytössä.
- Lasite kestää naarmuuntumista ja mekaanista kulutusta.
- Lasite soveltuu valittuihin koristelumenetelmiin.
Lasitteen voi suunnitella muutamasta raaka-aineesta:
- 900-1000 °C käytetään yleensä sulatteita ja aina kaoliini tai muu savi 5-10 %.
- 1100-1200 °C käytetään sulatteita ja muita mineraaleja, mm. kvartsi, alkalit ja maa-alkalit.
- Yli 1200 °C käytetään pelkästään mineraaleja.
Lasitteen ominaisuudet
Viskositeetti tarkoittaa aineen sisäista kitkaa ulkoista voimaa vastaan. Jäykillä aineilla on
korkea viskositeetti, kun taas helposti juoksevilla aineilla matala viskositeetti. Lasite, jolla on matala viskositeetti, valuu helposti poltossa.
Suuri lasitesulan pintajännitys estää lasitetta tasaantumasta sileäksi, jättää valumajäljet näkyviin ja saattaa aiheuttaa lasitteen kuroutumisen.
Lämpötilan noustessa materiaalien tilavuus kasvaa ja lämpötilan laskiessa tilavuus vastaavasti pienenee. Tätä kutsutaan lämpölaajenemiseksi.
Värinmuodostusominaisuus tarkoittaa kemiallista ominaisuutta, jonka ansiosta erilaista
värimetallioksideista syntyy tiettyjä värejä tai värisävyjä.
Mekaaninen kestävyys tarkoittaa lasitteen puristus- ja vetojännityksen kestoa sekä naarmutuksen, hankaamisen ja iskujen kestävyyttä. Mekaaninen kestävyys on tärkeä esimerkiksi käyttöesineissä.
Kemiallinen kestävyys tarkoittaa lasitteen hapon- ja emäksenkestävyyttä sekä kosteuden, vesihöyryn ja veden sietoa. Hyvän kemiallisen kestävyyden ansiosta lasite kestää emäksisiä pesuaineita ja erilaisia elintarvikehappoja. Tämä ominaisuus on tärkeä elintarvikekäytössä olevassa keramiikassa.
Lisätietoa löytyy Lisämateriaalit-kansiosta dokumenteista Ekologia Arabian tehtaalla ja Flogopiittikiilteen vaikutus massan sintraantumiseen ja väriin_Airi Hortling.
Empiirinen kaava ja raaka-aineiden valinta
Raaka-aineiden sisältämät oksidit jaetaan kolmeen ryhmään:
- Sulattajat RO, jotka ovat emäksiä.
- Tasapainottajat R2O3, jotka ovat neutraaleja.
- Lasinmuodostajat RO2, jotka ovat happoja.
Lasitteen tulee sisältää oksideja kaikista kolmesta ryhmästä. Jokaisella ryhmällä on oma tehtävänsä lasitteen muodostamisessa. Muuttamalla näiden kolmen ryhmän suhdetta toisiinsa säädetään lasitteen ominaisuuksia ja kemiallista koostumusta. Ryhmät ovat nimeltään RO, R2O3 ja RO2. R ei esiinny mikään kemiallisen alkuaineen nimenä, joten se on valittu merkkaamaan oksideja lasitteen kemiallisen koostumuksen kaavassa (empiirinen kaava).
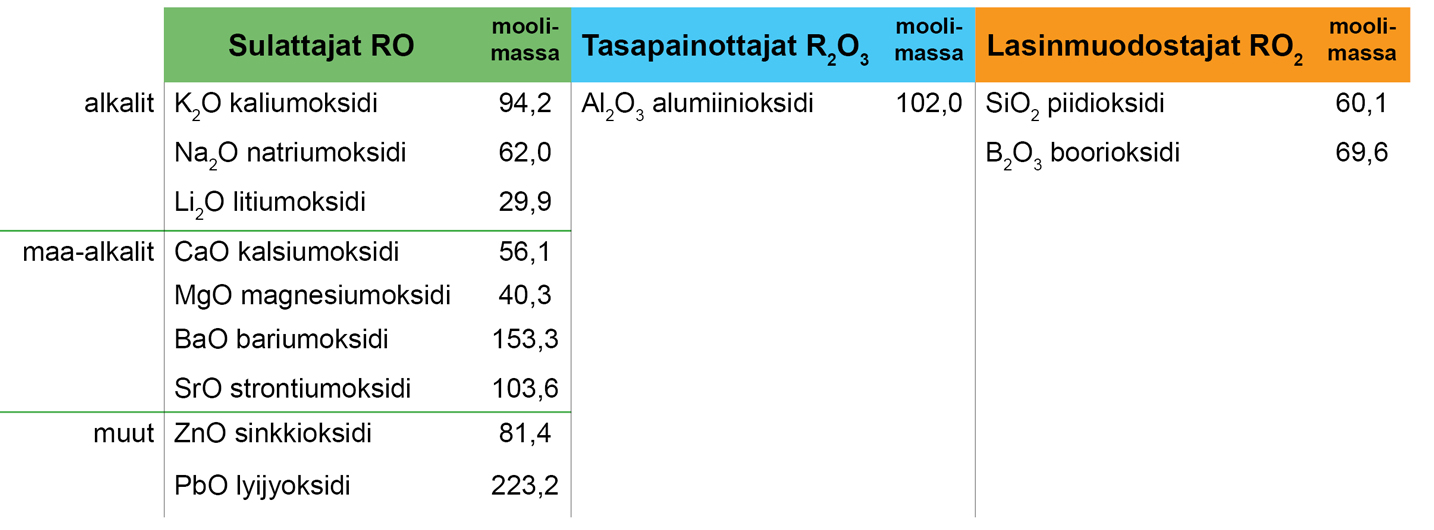
Lasitteeseen valitaan kemiallisen koostumuksen (analyysi tai empiirinen kaava) mukaan sellaisia raaka-aineita, jotka sisältävät toivottuja ominaisuuksia muodostavia oksideja. Ensin valitaan ne raaka-aineet, jotka sisältävät useita eri oksideja (esim. maasälvät ja sulatteet). Seuraavaksi lisätään ne raaka-aineet, jotka sisältävät vain yhtä oksidia (esim. kvartsi, liitu ja sinkkioksidi) ja muodostavat lasitteen tavoitellut ominaisuudet. Boorioksidi B2O3 on poikkeus, joka voi kuulua joko sulattajiin tai lasinmuodostajiin riippuen tilanteesta.
Alla olevassa kuvassa näkyy lasitteen oksidien käyttäytyminen (sulattava, lasia muodostava, tasapainottava, haihtuva) eri lämpötiloissa.
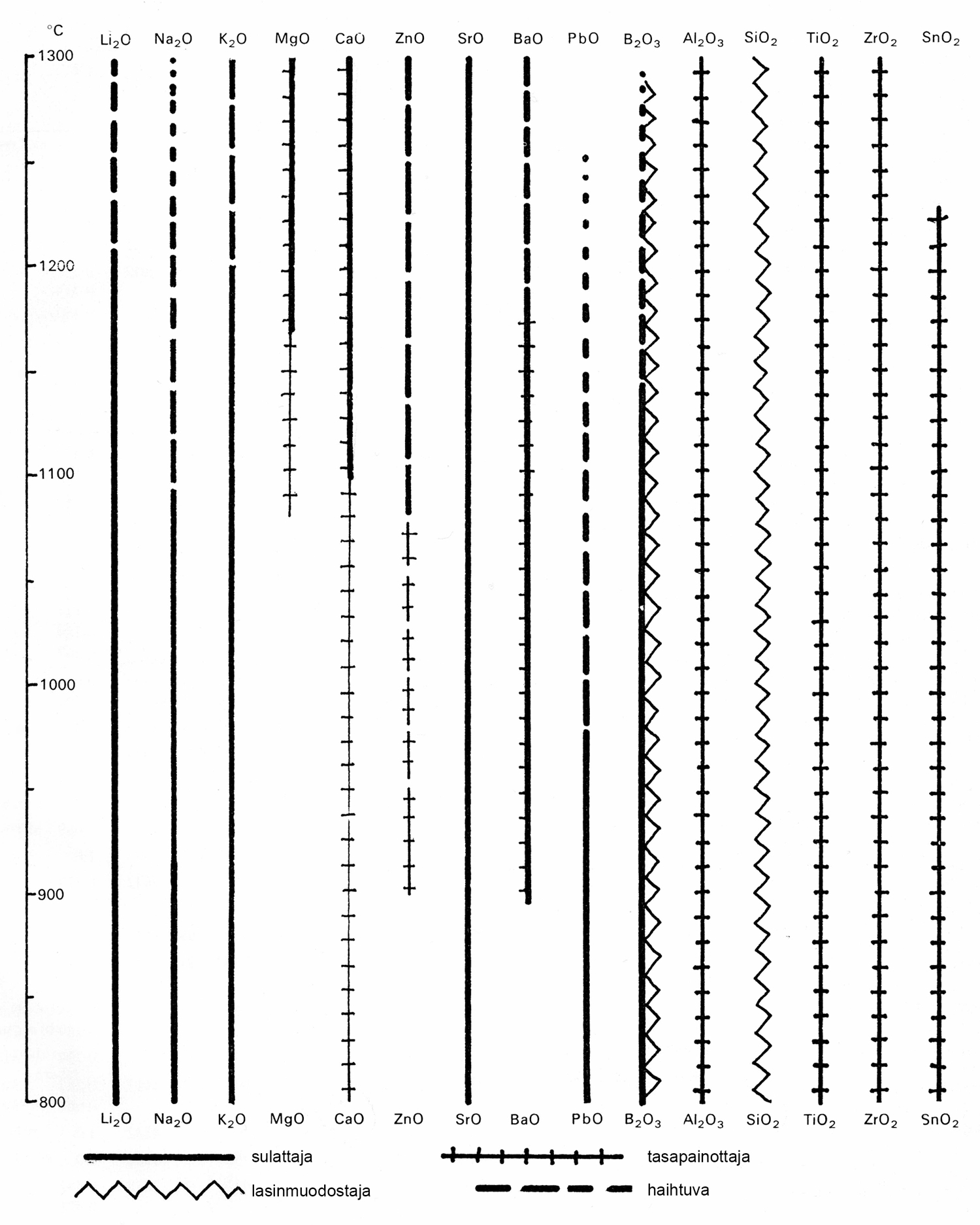
Empiirinen eli Segerin kaava
Empiirinen kaava eli Segerin kaava on
saksalaisen Hermann Segerin kehittämä lasitteen koostumuksen
arviointiin käytettävä laskentakaava, jonka avulla voidaan ennustaa tai
tunnistaa poltetun lasitteen ulkonäköä. Laskukaavaa käytetään empiirisen tutkimuksen työvälineenä ja on kansainvälisesti keramiikan tutkimuksen yhteinen kieli.
Empiirisessä kaavassa poltetun massan tai lasitteen raaka-aineet on jaettu oksideiksi, jolloin niiden tarkka vertaileminen on mahdollista. Kaavasta voi toisinpäin laskea lasitteen tai massan käytetyt raaka-ainemäärät painoprosentteina.
Lasitteen tai massan empiirisen kaavan voi laskea joko käyttämällä raaka-aineen teoreettista kemiallista kaavaa tai valmistajan ilmoittamaa kemiallista analyysiä. Empiirinen kaava on suuntaa-antava, koska lasitteen sulaminen on monen eutektisen reaktion yhdistelmä. Eri valmistajien
raaka-aineiden koostumukset vaihtelevat riippuen siitä mistä maasta kyseisen raaka-aineen mineraali on louhittu. Kalimaasälvän teoreettinen kemiallinen
kaava on K2O · Al2O3 · 6SiO2. Kuitenkin suomalaisen FFF-kalimaasälvän analyysi sisältää mineraalin epäpuhtautena vähän myös
natrium- ja kalsiumoksidia, jolloin sen todellinen kemiallinen kaava on
erilainen kuin teoreettisen.
Empiirisen kaavan laskentaohjelmat käyttävät kaavan laskemiseen raaka-aineen kemiallista analyysiä. Analyysi ilmoittaa raaka-aineen sisältämät oksidit painoprosentteina. Laskennassa käytetään joko raaka-aineen saatavilla olevaa valmistajan analyysiä tai tiedon puuttuessa teoreettista analyysiä.
Empiirisen kaavan laskentaohjelmia ovat mm. Digitalfire Insight, Matrix Glaxe ja
HyperGlaze. Niissä on maksullinen lisenssi. Unit molecular formula eli UMF-menetelmä on yleisesti käytetty ja erilaisia versioita löytyy helposti netistä. Sitä voidaan käyttää myös laskettaessa excel-ohjelmassa. Tällöin saatuja empiirisiä kaavoja voi vertailla toisiinsa.
Empiirisessä kaavassa verrataan kolmen oksideista muodostuvan ryhmän moolimassojen suhteita keskenään. Jotta näin voidaan tehdä, täytyy joku ryhmä vakioda aina saman suuruiseksi. Laskettaessa lasitteen empiiristä kaavaa, on päätetty sulattajien yhteenlasketuksi summaksi 1. Tällöin voidaan tasapainottajan (alumiinioksidi) ja lasinmuodostajan (piidioksidi) määriä verrata keskenään. Jos massasta lasketaan empiirinen kaava, tasataan tasapainottajan eli alumiinioksidin määrä lukuun 1. Massa ilmoitetaan yleensä analyysin muodossa.
Empiiriseen kaavaan laskentaan liittyviä termejä
Mooli on atomien, molekyylien, ionien tms. lukumäärän ilmoittama yksikkö.
Moolimassa lasketaan atomipainosta ja on yhden moolin paino grammoissa. Esimerkiksi yksi mooli kaliumoksidia K2O painaa 94,2 g ja piidioksidia SiO2 eli kvartsia 60,1 g. Piidioksidin SiO2 paino lasketaan piin ja hapen atomipainoista (Si=28,08 + happi O2= 2 x 15,99). Moolimassa on 60,06 = 60,1 g. Moolimassa on aina vakio.
Polttohäviö tarkoittaa poltossa raaka-aineista ja karbonaateista kaasuuntuvia aineita. Yli 1000 °C:n lämpötilassa kaasuuntuvat kidevesi (H2O), hiili (CO, CO2), rikki (SO2, SO3), kloori (Cl), typpi (N) ja fluori (F). Esimerkki: liidun eli kalsiumkarbonaatin kaava on CaCO3. Poltossa hiilidioksidi CO2 poistuu, joilloin jää CaO.
Empiirisen kaavan laskeminen
Laskuesimerkkinä käytetään kiiltävä läpikuultavaa korkeanpolton KXX5-lasitetta. Tässä lasitteen prosenttikaava:
- Maasälpä 45 %
- kvartsi 25 %
- liitu 18 %
- kaoliini 6 %
- sinkkioksidi 6 %
Insight-ohjelmalla lasitteelle laskettu empiirinen kaava näyttää tällaiselta. Tähdellä merkityt ovat sulattajia ja niiden yhteenlaskettu summa on 1. Tähdellä merkityt oksidit on syötetty ohjelmaan mutta niitä ei esiinny kaikissa lasitteissa, jolloin luku on 0,00.
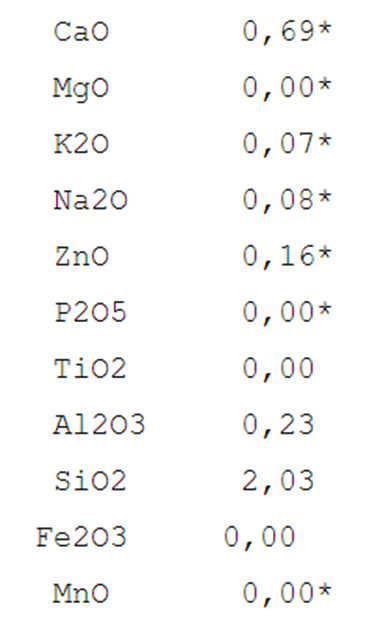
Empiirisen kaavan analysointi
Perinteisesti empiirisessä kaavassa esitetään oksidiryhmät rinnakkain. KXX5-lasitteen empiirinen kaava näyttää tältä (Aalto yliopisto 2022):
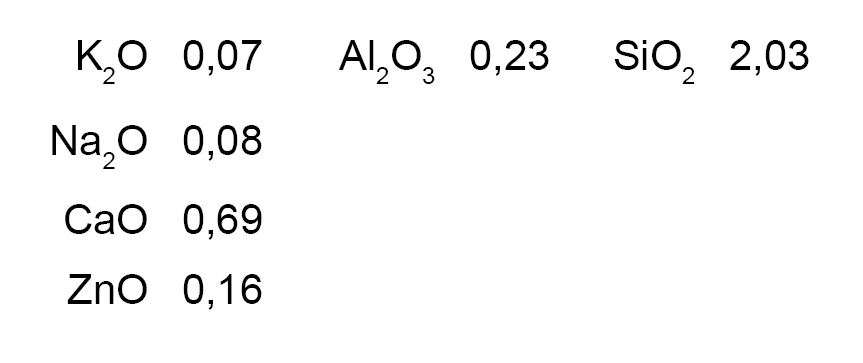
Empiirisestä kaavasta voidaan päätellä
- lasitteen
pinnan ulkonäkö tarkastelemalla tasapainottajien ja lasinmuodostajien suhdetta toisiinsa.
- Kiiltävä, puolimatta, matta, sulamaton
- suuntaa antavasti lasitteen polttolämpötila.
- värinmuodostusominaisuudet (värimetallioksit + lasitepohja).
- säröilyalttius (alkalioksidit, maa-alkalioksidit).
- Alkalioksidit aiheuttavat maa-alkalioksideja enemmän säröilyä
- läpikuultavuus ja peittävyys.
- Mattapintaa muodostavien oksidien määrä (CaO, MgO, ZnO).
- Mattapintaisissa lasitteissa alkalioksidien (K2O, Na2O ja Li2O) määrä ei voi olla suuri, koska ne ovat erittäin voimakkaita sulattajia.
- Maa-alkalit (CaO, MgO, BaO ja SrO2) muodostavat yksinään isoina määrinä mattapintaa, pieninä määrinä lisäävät lasitteen kiiltoa.
- lasitteen pinnan kovuus tai pehmeys.
- elintarvikekelpoisuus (lyijyoksidin PbO liukenevuus).
Lasitteen sisältämät oksidit sijoittuvat niiden eutektian mukaan tietyille lämpötila-alueille (taulukko alla.) Empiirisen kaavan esimerkki KXX5 ei sijoitu täysin tähän taulukkoon. R2O3-ryhmän (tasapainottajat) ja RO2-ryhmän (lasinmuodostajat) suhteen mukaan lasite sulaa 1000-1200 C. RO-ryhmässä (sulattajat) CaO osuus (0,69) on suuri ja se nostaa lasitteen sulamislämpötilaa ylemmäksi.
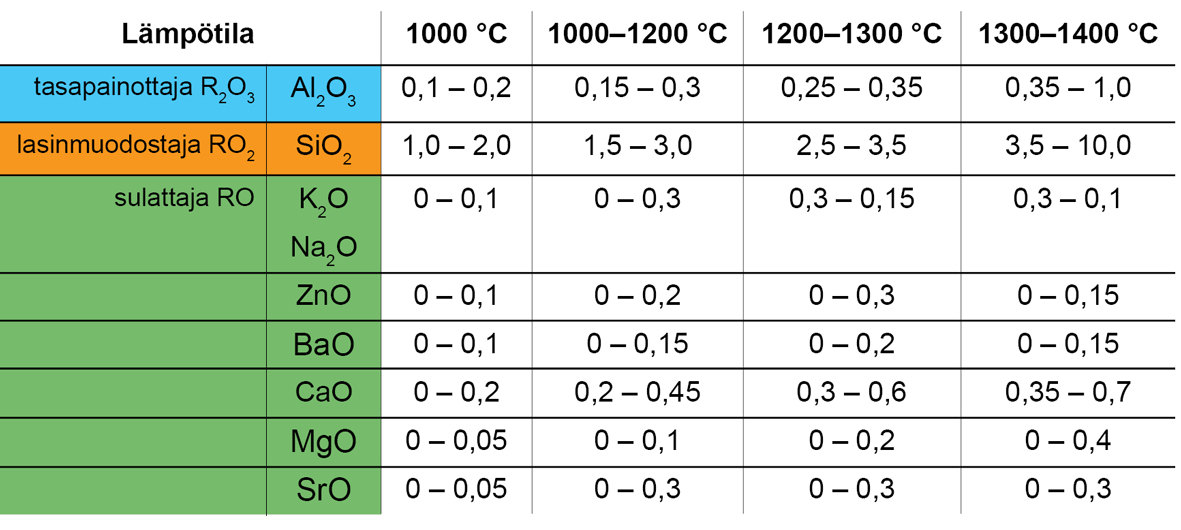
Kuva
Hamer, Frank ja Janet. Lasitteen oksidien käyttäytyminen eri lämpötiloissa.
Sulattajat RO
RO-ryhmä on kolmesta ryhmästä suurin. Tähän kuuluvat oksidit ovat emäksiä ja ne jaetaan kolmeen ryhmään, alkalit ja maa-alkalit sekä muut. Alkalit sisältävät alkalimetallien oksidit K2O, Na2O ja Li2O, jotka ovat vahvoja emäksiä ja tehokkaita sulatusaineita. Maa-alkalit sisältävät maa-alkalimetallien oksidit CaO, MgO, BaO ja SrO, jotka ovat apu- ja pääsulattajia. Muut, ZnO ja PbO, toimivat apusulattajina.
Alkalit
Kalium- ja natriumoksidi K2O ja Na2O
Kalium- ja natriumoksidit ovat tärkeimmät sulattajat keramiikan valmistuksessa. Ne ovat vesiliukoisia, joten ne saadaan maasälpien tai sulatteiden muodossa lasitteisiin ja massoihin.
- sulattavat tehokkaasti
- alentavat sulamislämpötilaa
- kaventavat lasitteen sulamisaluetta
- lisäävät lasitteen juoksevuutta eli vähentää viskositeettia
- lisäävät lasitteiden lämpölaajenemista ja säröilyä
- lisäävät lasitteen kiiltoa
- heikentävät naarmuuntumisen ja mekaanisen kulutuksen kestoa
- heikentävät kemiallista kestävyyttä, erityisesti hapon kestoa
- vaikuttavat värimetallioksideista saataviin väreihin
- lisäävät lyijyoksidin liukenemista lasitteesta
Litiumoksidi Li2O
Litiumoksidi on osittain vesiliukoinen, joten se saadaan spodumeenin, petaliitin, lepidoliitin tai sulatteen muodossa.
- sulattaa tehokkaasti
- lisää lasitteen juoksevuutta eli vähentää viskositeettia
- lisää lämpölaajenemista
- lisää lasitteen kiiltoa
- heikentää naarmuuntumisen ja mekaanisen kulutuksen kestoa
- voimistaa värimetallioksideista saatavia värejä
Maa-alkalit
Kalsiumoksidi CaO
Kalsiumoksidin oksidin sulattava vaikutus on hyvä yli 1180 °C lämpötiloissa ja sitä käytetään ainoastaan pieninä määrinä sulattajana alle 1100 °C lämpötiloissa. Kalsiumoksidia esiintyy kuitenkin lähes kaikissa raaka-aineiden analyyseissä. Sitä saadaan lasitteisiin kalkkimineraaleista, liidusta, dolomiitista ja wollastoniitista.
- vähentää lasitteen juoksevuutta eli lisää viskositeettia korkeissa lämpötiloissa
- lisää lasitteen pintajännitystä
- lisää lasitteen lämpölaajenemista
- lisää pinnan kovuutta
- lisää naarmuuntumisen ja mekaanisen kulutuksen kestoa
- lisää kemiallista kestävyyttä
- edistää mattapinnan muodostumista
Lisätietoa kalsiumoksin käytöstä punasavilasitteissa löytyy Lisämateriaalit-kansiosta dokumentista Suomalaisen punasaven ja kalsiumoksidin aiheuttamat värimuutokset kivitavaralasitteissa.
Magnesiumoksidi MgO
Magnesiumoksidi on korkeanpolton apusulattaja. Se säilyttää jäähtyvän lasitteen pitkään sulana. Lasitteisiin sitä saadaan magnesiumkarbonaatista, talkista ja dolomiitista.
- vähentää lasitteen juoksevuutta eli lisää viskositeettia
- lisää merkittävästi lasitteen pintajännitystä
- lisää pinnan kovuutta
- lisää naarmuuntumisen ja mekaanisen kulutuksen kestoa
- lisää kemiallista kestävyyttä
- muodostaa suurina pitoisuuksina mattapinnan
- vähentää lasitteen lämpölaajenemista
- edistää kiteiden kasvua kidelasitteissa erityisesti kidelasitteissa
- vaikuttaa värimetallioksideista saataviin väreihin
Lisätietoa kalsium- ja magnesiumoksidi -lasitteista vuolukivimassan päällä löytyy Lisämateriaalit-kansiosta dokumentista CaO-MgO -glaze for cordierite clay body.
Bariumoksidi BaO
Bariumoksidi on apusulattaja ja sitä saadaan lasitteisiin bariumkarbonaattina. Sitä on käytetty taidekeramiikan lasitteissa aikaansaamaan voimakkaita värejä. Ajan kuluessa lasitepinta rapautuu vähitellen eikä bariumoksidia käytetä elintarvikelasitteissa.
- muodostaa suurina pitoisuuksina mattapintaa
- lisää lasitteen juoksevuutta eli vähentää viskositeettia
- kaventaa lasitteen sulamisaluetta
- lisää lasitteen pintajännitystä
- on haitallinen elintarvikelasitteissa
- voimistaa värimetallioksideista saatavia värejä
Strontiumoksidi SrO
Strontiumoksidi on vähemmän käytetty sulattaja ja se on kalliimpi raaka-aine kuin vastaava kalsiumoksidi CaO. Sitä voidaan käyttää kaikissa lämpötiloissa. Strontiumoksidia saadaan lasitteeseen strontiumkarbonaattina.
- muodostaa matalassa poltossa puolikiiltävää lasitepintaa
- lisää naarmuuntumisen ja mekaanisen kulutuksen kestoa
- lisää kemiallista kestävyyttä
- voimistaa värimetallioksideista saatavia värejä
Muut
Sinkkioksidi ZnO
Sinkkioksidi on tärkeä sulattaja, kun sitä on vähän. Se muodostaa mattapintaa suurina määrinä. Sinkkioksidia saadaan lasitteeseen sellaisenaan ja vaikuttaa moniin lasitteen värisävyihin. Erityisesti rautaoksidia sisältävien lasitteiden värisävyihin se vaikuttaa haitallisesti. Käytettäessä pigmenttejä tulisi tarkistaa niiden valmistajien ohjeistus sinkkioksidin käytöstä lasitteessa.
- lisää lasitteen juoksevuutta eli vähentää viskositeettia
- lisää lasitteen pintajännitystä
- vähentää mekaanisen kulutuksen kestoa
- edistää suurten kiteiden muodostumista kidelasitteissa
- voimistaa värimetallioksideista saatavia värejä
Lyijyoksidi PbO
Lyijyoksidi on matalanpolton sulattaja. Lyijy höyrystyy lämpötilan noustessa ja siitä syystä lyijylasitteiden käytön tulisi rajoittua pääasiassa matalanpolton lämpötilaan. Sitä käytetään aina teollisesti valmistetun sulatteen muodossa. Lyijyoksidi, joka ei ole valmistettu sulatteeksi, liukenee lasitteesta eri raaka-aineiden vaikutuksesta. Lasitepinnasta liukeneva lyijy varastoituu elimistöön ja aiheuttaa pitkäaikaisvaikutteisesti kehittyvän myrkytyksen.- tekee lasitteesta korkeakiiltoisen
- alentaa pintajännitystä
- lisää lasitteen tasaantumista
- lisää lasitteen juoksevuutta eli vähentää viskositeettia
- laaja lasitteen sulamisalue
- vähentää säröilyä
- erittäin haitallinen
Tasapainottaja R2O3
R2O3-ryhmä on luonteeltaan neutraali ja siihen kuuluu vain alumiinioksidi Al2O3.
Alumiinioksidi Al2O3
Alumiinioksidia saadaan lasitteeseen kaoliinien, pallosavien, matalanpolton savien, maasälvän ja sulatteiden muodossa. Ilman alumiinioksidia ei muodostu lasitepintaa. Alumiinioksidin ja piidioksidin välinen suhde säätelee lasitteen sulamisaluetta.
- nostaa lasitteen sulamislämpötilaa
- vähentää lasitteen juoksevuutta eli lisää viskositeettia
- laajentaa sulamisaluetta
- parantaa kemiallista kestävyyttä
- estää kiteytymistä ja säröilyä
- lisää lasitteen kovuutta
Lasinmuodostajat RO2
RO2-ryhmän oksidit ovat happamia ja niiden tehtävä on muodostaa lasia eli silikaattia lasitteisiin. Tämän ryhmän merkittävin oksidi on piidioksidi, jonka suhdetta alumiinioksidiin säädellään polttolämpötilan mukaan.
Piidioksidi SiO2
Piidioksidi on tärkein lasinmuodostajaoksidi. Sitä saadaan lasitteeseen kvartsista, maasälvästä, kaoliinista, pallosavista, wollastoniitista, talkista ja sulatteista.
- nostaa sulamislämpötilaa
- laajentaa sulamisaluetta
- lisää lämpölaajenemista
- vähentää lasitteen juoksevuutta eli lisää viskositeettia
- vähentää säröilyä
- parantaa haponkestävyyttä
- lisää kovuutta
- vähentää lyijyoksidin liukenemista lyijypitoisissa lasitteissa
Boorioksidi B2O3
Boorioksidi on tehokas sulatusaine ja toimii myös lasinmuodostajana. Lisäksi se on lasitteen empiirisen kaavan tasapainottaja ja se voi sisältyä ominaisuuksiltaan kaikkiin kolmeen empiirisen kaavan ryhmään. Boorioksidia käytetään matalanpolton lasitteissa. Se on vesiliukoinen ja käytetään aina sulatteen muodossa. Boorioksidia saadaan myös colemaniitista.
- vähentää lämpölaajenemista
- vähentää lasitteen pintajännitystä
- laajentaa sulamisaluetta
- lisää lasitteen kiinnittymistä massan pintaan
- lisää lasitteen juoksevuutta eli vähentää viskositeettia
- lisää lasitepinnan sileyttä ja kiiltoa
- lisää suurina määrinä säröilyä
- vaikuttaa värimetallioksideista saataviin väreihin
Värimetallioksidit
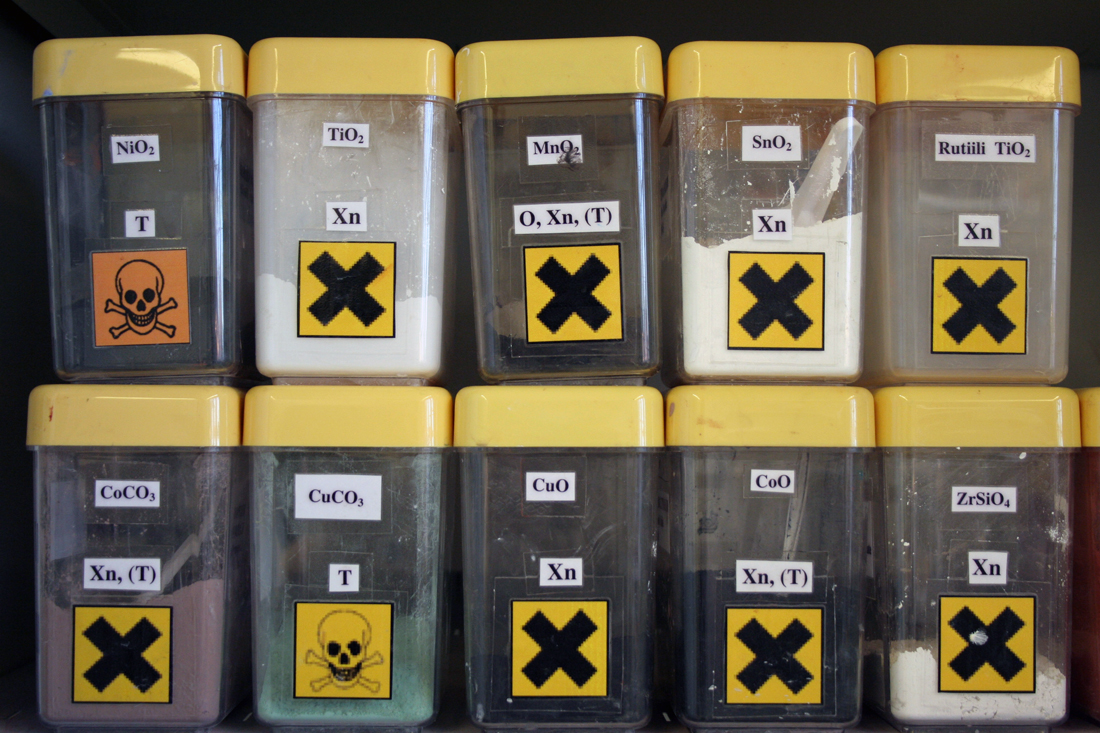
Värimetallioksideja käytetään lasitteiden ja massojen värjäämiseen. Niiden värinmuodostusominaisuudet riippuvat lasitteen koostumuksesta, polttolämpötilasta ja -atmosfääristä. Hapettavassa poltossa jotkin värimetallioksidit käyttäytyvät eri tavalla kuin pelkistävässä poltossa. Värimetallioksidit ovat hinnaltaan edullisempi kuin väripigmentit mutta niiden käyttö vaatii perehtymistä. Lasitepinnoista tulee niiden avulla kuitenkin elävämpiä ja mielenkiintoisempia kuin tasaisesti värjäävillä pigmentillä. Useimmat värimetallioksidit ovat myrkyllisiä ja niitä käytettäessä tulee muistaa työturvallisuus eli älä hengitä pölyä ja käytä suojakäsineitä.
Rautaoksidi Fe2O3 ja Fe3O4
Rauta
on maankuoressa yleinen aine ja siksi sitä onkin epäpuhtautena useissa
keramiikan raaka-aineissa. Hapettavassa poltossa Fe2O3 eli punaisen
rautaoksidin väriskaala vaihtelee keltaisesta ruskeaan riippuen sen määrästä
lasitteessa. Mustaa väriä taas tuottavat FeO ja Fe3O4. Rautaoksidi reagoi
helposti eri olosuhteissa, polttotapojen ja raaka-aineiden mukaan. Sillä onkin erittäin
laaja käyttöalue käsittäen matala- ja korkeapolttoiset massat ja lasitukset. Rautaoksidin käytöllä lasitteissa on pitkät perinteet. Tunnetuimpia rautalasitteita ovat temmoku, celadon- ja aventuriinilasitteet.
Rautaoksidin muotoja ja niiden värit jauheena ovat
- Fe2O3 (rauta(III)-oksidi): punaruskea jauheena
- Fe3O4 (rauta(II,III)-oksidi): musta jauheena
- FeO (rauta(II)-oksidi): musta jauheena
- FeCO3 (rautakarbonaatti): ruskea jauheena
- FeTiO3 (rautatitaniitti): musta jauheena
- FeCrO4 (rautakromaatti): tummanharmaa, vesiliukoinen, myrkyllinen
Hapettavassa poltossa on rautaoksidi (sekä punainen että musta) aina punaruskea tai kellertävä riippuen sen määrästä. Lyijy- ja kalsiumoksidia sisältävissä lasitteissa se on keltainen. Pelkistävässä poltossa rautaoksidi muuttuu vihreäksi. Raudan pelkistysväri näkyy harmaana (musta rautaoksidi) tai sinertävän vihreänä. Rautaoksidia sisältäviä lasitteita, jotka muuttuvat eri vihreän sävyisiksi pelkistyspolton vaikutuksesta, kutsutaan celadon-lasitteiksi. Rautaoksidista valmistetaan eri sävyisiä ruskeita pigmenttejä, joita sävytetään mm. sinkkioksidia ja tinaoksidia käyttämällä.
Kobolttioksidi CoO ja CoCO3
Koboltti on yleisin sinisen värin tuottaja keramiikassa. Koboltti on voimakkaasti vaikuttava ja tehokas värioksidi. Pienilläkin määrillä saadaan aikaiseksi koboltille ominainen sininen väri. Kobolttioksidi on sininen eikä reagoi hapettavassa tai pelkistävässä poltossa eri tavoin. Se ei kaasuunnu, vaikka poltetaan 1400oC. Kobolttioksidi (CoO) sulaa yksinään 1800oC lämpötilassa. Koboltti on kova raaka-aine ja se tekeekin lasitteen helposti pilkulliseksi. Pilkullisuutta voi vähentää jauhamalla oksidia hienommaksi ja siivilöimällä lasitetta tai käyttämällä kobolttikarbonaattia oksidin sijaan.
Kobolttioksidia (CoO) saadaan eri muodoissa, joista tavallisimpia ovat: CoO, Co2O3 ja Co3O4. Eri kobolttiyhdisteet sisältävät eri määriä kobolttioksidia, esimerkiksi kobolttikarbonaatti CoCO3 sisältää noin 50 % kobolttioksidia (CoO), jauheena se on väriltään siniharmaata tai siniviolettia.
Kobolttioksidin muotoja ja niiden värit jauheena ovat
- Co2O3 (koboltti (III)-oksidi): musta jauheena, myrkyllinen ja haitallinen
- Co3O4 (koboltti (II,III)-oksidi): musta jauheena, myrkyllinen ja haitallinen
- CoO (koboltti (II)-oksidi): tumman harmaa jauheena, myrkyllinen
- CoCO3 (kobolttikarbonaatti:) siniharmaa tai sinivioletti jauheena, myrkyllinen
- CoCO3.Co(OH)2 H2O (koboltti(II)-hydroksidikarbonaatti): violetti jauheena, myrkyllinen.
- CoCl2.6H2O (koboltti(II)-kloridi): vesiliukoinen, myrkyllinen, haitallinen.
- CoSO4.7H2O (kobolttisulfaatti): vesiliukoinen, myrkyllinen, haitallinen
Hyvin pienet määrät kobolttioksidia vaikuttavat lasitteessa sinisen sävyn syntymiseen. Kobolttia käytetään 0,5–4 %. Kobolttioksidia (2–3 %) voi käyttää eri sävyjä haluttaessa titaanioksidin (7–9 %) kanssa ja sinivihreä kromioksidin (2 %) tai rautaoksidin (3 %) kanssa. Tumma sininen vaatii kobolttioksidia 4–6 %.
Kobolttioksidin sävyt lasitteessa muuttuvat lasitteen sulattajat-ryhmän (RO) mukaan. Myös lasitteen viskositeetti vaikuttaa sinisen sävyn muodostukseen. Lasitteissa, joilla on alhainen viskositeetti ja sulavat läpikuultaviksi ja kiiltäviksi, kobolttioksidi värjää lasitetta voimakkaasti siniseksi. Himmeissä, opaalisissa lasitteissa, joilla on korkea viskositeetti, kobolttioksidin sävy on vaalea. Kobolttioksidi (CoO) toimii sulattavasti lasitteessa, jossa on sulattajina alkaleja, kalium-, natrium- ja litiumoksidia, sekä boorisulatetta sisältävissä lasitteissa. Matalanpolton boorilasitteen kobolttioksidi värjää sinililan sävyiseksi. Lasitteessa sinkkioksidi korostaa sinistä värisävyä, ja magnesiumoksidi (MgO) esimerkiksi vuolukivijauheen tai talkin muodossa kehittää vaalean sinivioletteja pieniä kiteitä lasitepintaan.
Kobolttioksidia kannattaa käsitellä varoen, koska sen hyvin pienet hiukkaset leijuvat käsiteltäessä ympäristöön ja myös uunia ladottaessa käsiin tarttuu kobolttihiukkasia, jotka polton jälkeen näkyvät sinisinä tahroina. Koboltti kaikissa muodoissaan on myrkyllistä. Työturvallisuudessa on huomioitava, että koboltti menee hienojakoisena pulverina ihohuokosiin ja sitä kautta ihmisen kehoon.
Kobolttioksidia käytetään sinisten violettien, harmaiden ja mustien pigmenttien valmistukseen. Siniset kobolttioksidista valmistetut pigmentit voivat olla erittäin korkeapolttoisia, jos kaavassa on käytetty alumiinioksidia. Kobolttioksidilla muokataan vaaleanpunaisesta pigmentistä, kromi- ja tinaoksidiyhdisteestä, violettien eri sävyjä. Kobolttioksidia käytetään myös sinivihreiden ja harmaiden ja mustien pigmenttien sävyttämiseen.Lisätietoa kobolttioksidista löytyy Lisämateriaalit-kansiosta dokumentista Kobolttioksidi.
Kuparioksidi CuO ja CuCO3
Kuparioksidi on monipuolinen väriaine. Sen pääväri on hapettavassa poltossa vihreä mutta siitä voidaan saada useita eri sävyjä, kuten turkoosia ja punaista. CuO metalloituu helposti ja muodostaa silloin sileän mustan mattapinnan, joka on myrkyllinen käyttöesineissä. Pelkistävässä poltossa luovuttaessaan hapen kuparioksidi muuttuu Cu-metalliksi. Tällä tavalla syntyy pelkistyspoltossa punainen häränverilasite. Käytettäessä kuparikarbonaattia korvaamaan kuparioksidia suhde on 1 CuO= 1,75 CuCO3.
Kuparioksidin muotoja ja niiden värit jauheena ovat
- CuO (kupari (II)-oksidi): musta jauheena, myrkyllinen
- CuCO3 (kuparikarbonaatti): vihreä jauheena, myrkyllinen, erittäin haitallinen
- CuCO3.Cu(OH)2 (kupari(II)-hydroksidikarbonaatti): sinivihreä jauheena, myrkyllinen, erittäin haitallinen.
- Cu3 (PO4) 2 (kuparifosfaatti): myrkyllinen
- CuCl (kuparikloridi): myrkyllinen
- CuSO4.5H2O (kupari(II)-sulfaatti): vesiliukoinen, myrkyllinen
Alkalilasitteissa
(kalium-, natrium- ja litiumoksidia sisältävät lasitteet) kuparioksidi
värjäytyy turkoosiksi ja sinivihreäksi. Mitä alkalisempi lasite on sitä
heleämpi turkoosi. Litiumoksidilla pieninäkin määrinä voi muuttaa vihreän
lasitteen turkoosiksi. Kuparin sinivihreää väriä muuttavat maa-alkalioksidit (MgO, CaO, SrO ja BaO) vähäisissä määrissä käytettynä. Lasitepinta muodostaa
pieniä metallisia läikkiä. Kun käytetään bariumkarbonaattia sulattajana (noin 20–30
%), muuttuu lasite paksuna kerroksena 1300 °C asteen poltossa violetiksi.
Kupari haihtuu ja kaasut taltioituvat uunikalustoon haihtuessaan. Uudelleen uunia ladottaessa uunitiilet ovat kyllästetyt kuparihöyryillä edellisen polton jälkeen. Jos poltetaan valkoisia esineitä ne voivat poltossa värjääntyä lievästi vihertäviksi, mikä osoittaa, että ne olisivat valkoisempia kuin mitä alkuperäinen massan väri ilman kuparihöyryjä. Kupari on myrkyllistä kaikissa muodoissaan.
Kromioksidi Cr2O3
Kromioksidia voidaan käyttää sekä alhaisissa että korkeissa lämpötiloissa. Lasitteen koostumuksesta ja polttolämpötilasta riippuen voidaan saada erilaisia sävyjä. Kromioksidista saatava neljä tärkeintä väriä ovat ruohonvihreä, sitruunankeltainen, kirkkaan punainen ja voimakas vaaleanpunainen. Keramiikassa käytetään kromioksidia Cr2O3, joka on vihreä jauhe. Muita kromiyhdisteitä ei tule käyttää työturvallisuussyistä. Useimmat muut kromioksidin muodot ovat jollakin tavoin veteen liukenevia ja myrkyllisiä. Kromioksidi ei sula lasitteissa mutta se höyrystyy herkästi lämpötilan kohotessa yli 1100 °C asteen.
Kromioksidin muotoja ja niiden värit jauheena ovat
- Cr2O3 (kromi(III)-oksidi): vihreä jauheena, myrkyllinen
- PbCrO4 (lyijykromaatti): keltainen, myrkyllinen
- K2Cr2O4 (kaliumdikromaatti): punakeltainen jauheena, myrkyllinen, vesiliukoinen
- FeCr2O4 (rautakromaatti): ruskeanharmaa jauheena, myrkyllinen
- CrO3 (krom(IV)-oksidi): punakiteinen, erittäin vesiliukoinen, myrkyllinen ja syövyttävä
Kromi
on vihreä kivitavarapolton lämpötiloissa kalkkipitoisissa lasitteissa sekä
vaaleanpunainen tinaoksidin kanssa käytettynä hyvin tasoittuvassa lasitteessa.
Lasitteessa, jossa on kalsiumoksidia (CaO) ja tinaoksidia (SnO2), saadaan
kromioksidista vaaleanpunaista sekä viininpunaista.
Kromioksidista tulee voimakas ruohonvihreä väri kalkkipitoisissa lasitteissa. Kalkkipitoisia lasitteita ovat sellaiset lasitteet, joiden empiirisen kaavan RO-ryhmässä on CaO:ta yli 0,5. Kun lasitteessa on sinkkioksidia (ZnO), se muuttaa kromioksidin värin ruskehtavaksi.
Kromioksidia käytetään hyvin monen väripigmentin valmistukseen. Kromioksidiyhdisteet suosivat kalsiumpitoisten lasitteiden käyttöä. Ne voimistavat vihreiden pigmenttien sävyjä. Kromioksidista valmistetaan tinaoksidin kanssa vaaleanpunaiset värisävyt, joita käytetään pinkkien, viininpunaisten ja erisävyisten violettien peruspigmentteinä. Kromioksidia käytetään mustien pigmenttien sävyttämiseen aikaansaamaan mustuutta.
Mangaanioksidi MnO2
Mangaanioksidista saadaan punaruskeaa ja violettia väriä ja se pehmentää tai sävyttää useita värejä punertavan ruskeaksi. MnO2 on voimakas sulattaja ja liukenee lasitteeseen mitä korkeampaan lämpötilaan se poltetaan. Mikäli halutaan sama värisävy eri polttolämpötiloissa, on mangaanioksidin määrää lisättävä korkealle poltettaessa. Muiden sulattavien oksidien kanssa mangaanioksidi edistää lasitteessa sulamisreaktiota. Mangaanioksidia käytetään sekä matalissa että korkeissa lämpötiloissa.
Mangaanioksidin muotoja ja niiden värit jauheena ovat
- MnO2 (mangaanidioksidi): musta jauheena, myrkyllinen
- MnCO3 (mangaanikarbonaatti): ruskea tai violetinruskea jauheena, myrkyllinen
Mangaanioksidia tulee lisätä vähintään 1–6 %, kun halutaan värjätä lasitetta. Pelkistävä poltto ei muuta eikä paranna mangaanioksidista saatavaa väriä. Yli 6–8 % lisäykset alkavat metalloida lasitetta mustaksi himmeäksi pinnaksi.
Mangaanioksidia käytetään mangaani- ja alumiinioksidiyhdisteinä matalanpolton alueella toimivissa vaaleanpunaisen sävyisissä pigmenteissä.
Nikkelioksidi NiO
Nikkelioksidi on voimakas väriaine, joka antaa vaaleanruskean värisävyn. Lasitteen kemiallisesta koostumuksesta riippuen nikkelillä saadaan lasitteesta myös jäänsinistä, turkoosia ja vihreää. Usein nikkelioksidilla pehmennetään liian kirkkaita ja voimakkaita värisävyjä. Nikkelillä saadaan jäänsinistä väriä lasitteissa, joissa on sulattajana huomattavan paljon sinkkiä (vähintään 0,4 RO-ryhmässä). Nikkelioksidia käytetään kidelasitteissa kiteen sydämenä, jonka ympärille kide alkaa kehittyä pitkän haudutusjakson (2–5 h) aikana.
NiO on nikkelimonoksidiksi, jota myydään keramiikan valmistukseen. Se esiintyy sekä mustana että vihreänä jauheena, jonka nikkelipitoisuus on n. 99 %. Nikkelioksidin vaikutus muuttuu epätasaiseksi yli 1200 °C asteeseen poltettaessa ja se eriytyy lasitekoostumuksesta. Se voi lisäksi aiheuttaa liian korkealle poltettuna lasitteeseen vaahtoa. Nikkeli on erittäin myrkyllinen ja terveydelle vaarallinen kaikissa muodoissaan.
Nikkelioksidin muotoja ja niiden värit jauheena ovat
- NiO (nikkelioksidi): vihreä tai musta jauheena, myrkyllinen
- Ni2O3 (nikkeli(III)-oksidi): musta jauheena, myrkyllinen
- NiCO3 (nikkelikarbonaatti): vaaleanvihreä jauheena, myrkyllinen
Nikkelioksidia käytetään harmaan pigmentin yhtenä osallisena oksidiyhdisteestä (koboltti-nikkeliharmaa). Sitä käytetään sävyttäjänä, värin muokkaajana (modifioijana) mustassa pigmentissä.
Oksidien käyttö
Oksideja käytettäessä tulee muistaa työturvallisuus. Alla olevassa kuvassa näkyy oksidien vaikutus ihmisen eri osiin.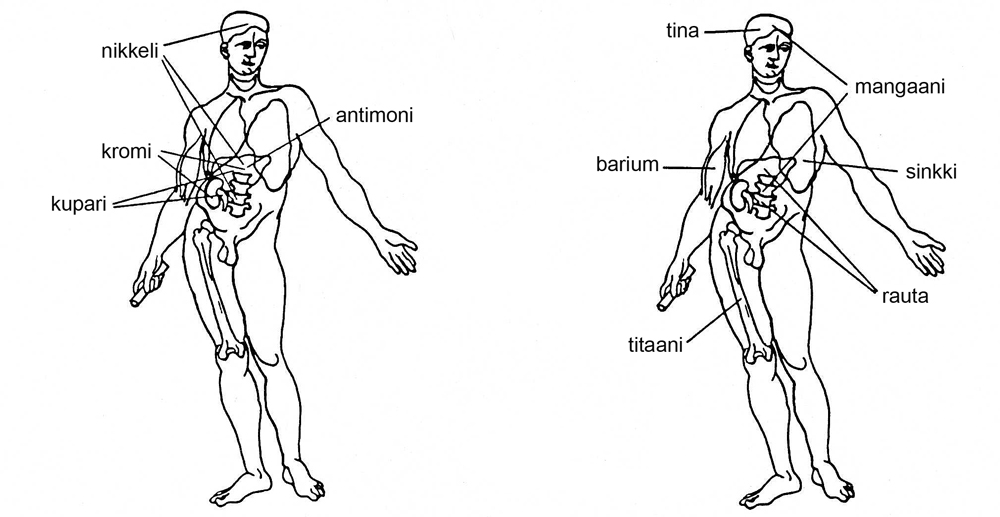
Kuvat
Hortling, Airi. Oksidipurkkeja.
Ceramic Review 1990. Oksidien vaikutus ihmiseen.
Opalisoivat oksidit
Läpinäkymätöntä lasitetta kutsutaan opaaliseksi. Lasitteen opaalisointiin käytetään peiteaineena tinaoksidia, titaanioksidia tai zirkoniumsilikaattia.
Tinaoksidi SnO2
Tinaoksidia käytetään pääosin lasitteiden opalisointiin ja sillä tehty lasitepinta on puhtaan valkoinen ja peittävä. Tinaoksidi on muita opalisoivia raaka-aineita kalliimpi ja sitä käytetäänkin usein titaanioksidin tai zirkoniumsilikaatin kanssa. Tinaoksidia käytetään 9–12 paino-% lasitteessa, kun tavoitellaan peittävää pintaa. Tinaoksidilla värjätään rautaoksidia sisältäviä lasitteita kerman väriseksi tai pilkullisiksi.
Tinaoksidi kiehuu helposti savuisessa puu-uunissa poltettuna. Pelkistys voi muuttaa tinalasitteen harmaaksi mutta häränverilasitteissa pieni määrä (1 %) tinaoksidia edistää punaisen värin syntymistä.
Tinaoksidin muotoja ja niiden värit jauheena ovat
- SnO2 (tinadioksidi): valkoinen jauheena
- SnO (tina(II)-oksidi): musta jauheena, myrkyllinen
SnO tinaoksidi on musta myrkyllinen jauhe, jota ei käytetä keramiikan valmistuksessa.
Tinaoksidia käytetään vaaleanpunaisten ja keltaisten pigmenttien valmistukseen sekä harmaiden ja siniharmaiden sävyjen valmistamiseen.
Titaanioksidi TiO2
Titaanioksidia käytetään jonkin verran lasitteen opalisointiin mutta käytön ongelmana on lasitteen värjäytyminen helposti vaaleankeltaiseksi. Titaanioksidi muodostaa raudan kanssa kellertäviä kiteitä lasitteen pintaan polton jäähtyessä hitaasti. Luonnosta löytyvä titaanioksidi on nimeltään rutiili ja sen väri jauheena vaihtelee vaaleanruskeasta keskiruskeaan riippuen luonnon mineraalin muista epäpuhtauksista. Titaanioksidia käytetään tinaoksidin lisänä peittävän valkoisen värin aikaansaamiseksi.
Titaanioksidin muotoja ja niiden värit jauheena ovat
- TiO2 (titaanidioksidi): valkoinen jauheena
- TiO2 (rutiili): vaaleanruskea jauheena
- FeTiO3 (rautatitanaatti): musta jauheena
Zirkoniumoksidi ZrSiO4
Zirkoniumoksidi opalisoi lasitteen peittävän valkoiseksi. Sillä voi korvata osittain tinaoksidin käyttöä. Zirkoniumlasitteet ovat kemiallisesti ja mekaanistesti erittäin kestäviä ja siksi niitä käytetään esimerkiksi saniteettiposliinin lasitteena.
Zirkoniumoksidin muotoja ja niiden värit jauheena ovat
- ZrO2 (zirkoniumoksidi): valkoinen jauheena
- ZrSiO4 (zirkoniumsilikaatti): valkoinen jauheena
Zirkoniumoksidia käytetään pohjana zirkoniumsilikaattipigmenteille, jotka muodostavat keskenään sekoitettavien värien ryhmän.
Väripigmentit
Pigmentti on keraaminen väri, joka on valmistettu keramiikan raaka-aineista ja oksideista. Ne ovat epäorgaanisia yhdisteitä, joilla on kemiallisia ja fysikaalisia ominaisuuksia. Pigmenttejä käytetään keramiikan valmistuksessa väriaineena. Pigmenttivärit muodostuvat monimutkaisista kiderakenteista ja valmistus vaatii huolellisesti suoritettua teknologiaa, jotta saadaan eri lämpötiloissa pysyvä tuote. Värivalmisteissa pyritään mahdollisimman korkealuokkaisiin ja tasalaatuisiin tuotteisiin. Keramiikkateollisuus pitää valinta- ja laatukriteerinä värin pysyvyyttä sekä joustavaa ja nopeaa saantia. Monen teknisen valmistusvaiheen lopputuloksena pigmentit ovat kalliita, ja niiden käytön tulee olla mahdollisimman tarkoituksenmukaista. Lasitteiden on sovelluttava värien kanssa kemiallisesti ja fysikaalisesti ja oltava optisilta ominaisuuksiltaan pysyviä poltoissa.
Pigmenttejä käytetään massojen ja savilietteiden (engobien) värjäämiseen, värillisten lasitteiden valmistamiseen sekä koristeluun. Karkeilla pigmenteillä (body stain) värjätään massoja ja hienoksi jauhettuja pigmenttejä käytetään monipuolisesti yleispigmenttinä koristelussa sekä värjättäessä engobeja ja lasitteita.
Pigmentti värjäämiseen
- Massavärit - Body stains, slip stains
- Lasitevärit - Glaze stains
- Alilasitevärit - Underglaze colours
- Upotusvärit - In-glaze colours for pottery
- Emalivärit ja posliinin maalausvärit - On-glaze colours for pottery
Kuvat
Hortling, Airi. Pigmenttien käyttö lasitteissa.
Lasitteiden jaottelu
Lasitteita voidaan ryhmitellä eri ominaisuuksien mukaan.
Näitä ovat esimerkiksi:
- polttolämpötila
- historiallinen tausta
- käyttötarkoitus
- lasitteen pintatyyppi tai -rakenne
- käytetyt sulattajat
- erityispiirteet
Seuraavissa luvuissa käydään läpi erilaisia lasitetyyppejä ja niiden ominaispiirteitä.
Matalan- ja korkeanpolton lasitteet
Lasitteet jaotellaan kahteen ryhmään polttolämpötilan mukaan. Matalanpolton lasitteiden polttolämpötila-alue on 900–1180°C ja korkeanpolton lasitteiden 1200–1400°C. Molempiin ryhmiin kuuluu pinnan sulamisen mukaan kiiltäviä, himmeitä ja mattalasitteita.Matalanpolton lasite -nimitystä käytetään huokoisen massan ja alhaisen polttolämpötilan perusteella. Niitä ovat peittävät majolikalasitteet (900–1050°C), fajanssilasitteet (1000–1150°C) ja myös lyijylasitteet. Matalanpolton lasitteita nimetään usein myös käytetyn sulatteen mukaan, esimerkkinä boori-, alkali- tai lyijylasite. Matalanpolton lasitteisiin kuuluu myös rakulasite.
Korkeanpolton lasitteisiin kuuluvat kivitavaralasitteet (1200–1300 °C) ja posliinilasitteet (1300–1450°C), joiden koostumus, polttolämpötila ja polttoaika sekä polttoatmosfääri (hapettava/pelkistävä) säätelevät lasitteen ulkonäköä. Celadon-, temmoku- ja häränverilasitteet (Sang de Boeuf) ovat korkeanpolton taidelasitteita, joilla on pitkä traditio Kiinassa, Japanissa ja Koreassa.
Kiiltävä, himmeä ja mattalasite
Lasitteita nimetään ja valitaan perustuen lasitteen poltetun ulkonäön mukaan.
Lasitepinta voi olla
- Kiiltävä, kirkas, läpikuultava
- Himmeä, heikosti läpinäkyvä
- Puolimatta, opaali, heikosti läpinäkyvä
- Matta, läpinäkymätön
Läpikuultavaksi sulava lasite läpäisee valoa, se on kiiltävä (kirkas). Himmeä lasite on opaali ja heikosti läpinäkyvä, mutta sulava ja tasoittuva. Matta lasite on läpinäkymätön ja valoa läpäisemätön. Sillä on korkea viskositeetti ja lasittamisesta johtuvat virheet näkyvät helposti polton jälkeen. Poltto-ohjelmalla on suuri vaikutus lasitteen sulamiseen.
Poltto-ohjelman säätäminen vaikuttaa pinnan ulkonäköön. Nopealla tai hitaalla lämmönnousuohjelmalla vaikutetaan lasitteen sulamiseen. Lasisulan muodostumisessa monimutkaiset eutektiset reaktiot tarvitsevat aikaa. Pinnan muodostukseen vaikuttaa kuinka kauan kestää lasitteen sulamisen alkuvaihe ja loppuvaihe. Polton alkuvaiheen pituus korvaa loppuvaiheessa nopeutetun polton ja loppuvaiheen pidentäminen sulattaa lasitetta enemmän. Matta lasite voi muuttua haudutuksen aikana kiiltäväksi. Uunin ladonta ja poltettavan tavaran määrä vaikuttaa myös lasitteen sulamiseen.
Kaikki himmeät ja mattalasitteet ovat keskeytettyjä lasitteen silikaatiksi sulamisen reaktioita. Jokainen mattalasite sulaa läpikuultavaksiksi ja kiiltäväksi korkeammassa polttolämpötilassa mutta se ei aina muodosta tasaista pintaa. Himmeä lasite sulaa heikosti ja pienien kuplien kerrostuma estää läpinäkyvyyden. Mattalasitteet poikkeavat läpikuultavista lasitteista siten, että niiden lasiaines sisältää suuren määrän pieniä kiteitä. Matta pinta muodostuu, kun täysin sula lasite jäähtyy ja osa siitä kiteytyy. Kiteytyminen saadaan jäähdyttämällä sula lasite hitaasti.
Hortling, Airi. Kiiltävä ja matta lasitepinta mikroskooppikuvassa.

Peittävä lasite
Eri polttolämpötilan lasitteita, kirkkaita ja läpikuultavia sekä himmeitä, voi muuttaa peittäväksi. Himmeät lasitteet ovat jo opaaleja ja niissä tinaoksidi (10 %) lisää valkoisuutta ja peittävyyttä. Tinaoksidia (5 %) ja zirkoniumsilikaattia (5 %) voidaan käyttää yhdessä valkaisijana, kun muutetaan läpikuultava peruslasite valkoiseksi ja peittäväksi. Väriteollisuus käyttää valkoisen pigmentin valmistuksessa tina- ja zirkoniumoksidia. Valkoisella pigmenttiä käytetään valkoisen lasitteen värjäämiseen peittäväksi. Mitä hienompi käytettyjen peittävien aineiden hiukkaskoko on, sitä suurempi peittävyys saadaan aikaan.
Kuva
Kinnunen, Anne. Salla Luhtasela 2020.
Värilliset lasitteet
Metallioksideilla ja pigmenteillä värjätään sekä matalan että korkean polton lasitteita. Lasitteet nimetään värisävyn mukaan. Metallioksidit CuO, MnO, CoO ja FeO vaikuttavat lasitteen sulamiseen. Pieninä määrinä ne sulattavat enemmän ja suurina määrinä estävät sulamista.
Hapettavan polton lasitteet
Hapettava poltto tarkoittaa polttoa, jossa on mukana happea. Yleensä tällainen poltto tehdään sähköuunissa mutta myös kaasu- tai puu-uunissa voidaan tehdä hapettava poltto. Hapettavassa poltossa uunitilassa on mukana happea eikä sitä suljeta missään vaiheessa pois. Lasitteiden oksidien ei tarvitse luovuttaa happea ja lopputulos on usein ennalta-arvattavampi.
Seuraavissa luvuissa käydään läpi yleisimpiä hapettavan polton lasitetyyppejä.
Alkali- ja boorisulatelasitteet
Matalanpolton alkali- ja boorilasitteet ovat yleistyneet, kun lyijyn käyttöä on vähennetty. Alkalilasitteet sisältävät runsaasti natrium-, kalium- ja litiumoksidia, joista natrium- ja litiumoksidi ovat herkempiä reagoimaan lämpötilan vaihteluille kuin kaliumoksidi. Natrium-, kalium- ja litiumoksidia sisältävien lasitteiden haittana on taipumus voimakkaaseen lämpölaajenemiseen ja säröilyyn.
Korkeanpolton lasitteet sisältävät kalium- ja natriumoksidin lisäksi maa-alkaleja. Kun näihin lasitteisiin lisätään kuparioksidia, saadaan kirkkaan turkooseja värejä. Bariumoksidilla värjätyt turkoosit ovat suosittuja taidekeramiikan lasitteena.
Lisätietoa matalanpolton polton lyijyttömästä lasitteesta löytyy Lisämateriaalit-kansiosta dokumentista Leadless glazes for redware.
Majolikalasite (900–1050 °C)
Majolika on matalanpolton massasta valmistettu tuote. Massan polttolämpötilan lisäksi on tärkeää lasitteen ominaisuudet, valkoisuus, peittävyys ja koristelu. Majolikalasite on ollut aiemmin peittävä tinalyijylasite sekä vaaleiden massojen että punaiseksi palavien massojen lasitteena. Lyijyn käytöstä on luovuttu ja nykyisin käytetään majolikalasitteiden sulatteena boori- tai alkalisulatteita, jotka muuttavat metallioksidien värisävyjä.
Keramiikan valmistus siirtyi Mallorca-saaren kautta Eurooppaan ja majolika on nimetty sen mukaan. Erityisesti majolika-maalaus on kukoistanut taiteena Italiassa, Portugalissa, Espanjassa ja Hollannissa. Majolikalasite on nykykeramiikan valmistuksessa kiinnostava koristemaalauksen takia. Sitä käytetään esimerkiksi englantilaisessa ja amerikkalaisessa käyttökeramiikassa.
Kuvat
Hortling, Airi. Majolika-lasituksia.
Fajanssilasite (1000–1150 °C)
Fajanssilasitteet (1000–1150°C) ovat läpikuultavia ja kiiltäviä. Niiden valmistusraaka-aineina
ovat alkali-, lyijy- ja boorisulatteet sekä kalimaasälvän lisäksi pieniä määriä
liitua ja sinkkioksidia. Fajanssilasitteita värjätään pigmenteillä ja metallioksideilla. Matalanpolton
lasitteiden värimaailma on laajempi kuin korkeanpolton.
Ennen kuin kiinalaisen posliini salaisuus selvisi eurooppalaisille, tavoiteltiin valkoisen keramiikan ulkonäköä erilaisin keinoin. Massa peitettiin hienoksi jauhetulla valkoisella lietteellä eli engobella, jotta tuotteiden lasitettava pinta olisi valkoisempi. Faenzan kaupungissa Italiassa valmistettiin 1600-luvun lopulla huokoiseksi poltettuja harmaan valkoisia esineitä, joka lasitettiin lyijylasitteella. Esineet koristeltiin runsailla värimetallioksideilla valmistetuilla väreillä. Hollannissa Delftissä fajanssikeramiikka mukaeli kiinalaista sinivalkokuvioista posliinia.

Bukowskis. Pesukalusto, fajanssia, Arabia 1900-luvun alku.
Kivitavaralasite (1200–1300 °C)
Useimmat lasiteraaka-aineet sulavat ja reagoivat kivitavaran polttolämpötiloissa (1200–1300°C). Kivitavaramassa on tiiviiksi sintraantunutta ja kivimäistä ja sen poltettu väri vaihtelee valkoisesta harmaaseen, ruskeaan ja pilkulliseen. Kivitavaralasitteet ovat kiiltäviä, läpikuultavia, himmeitä, opaaleja ja peittäviä. Niiden yleisin käytetty sulate on maasälpä, jonka mineraalikoostumus vaihtelee eri maanosissa. Kivitavaralasitteista käytetään myös nimitystä maasälpälasitteet.
Kivitavaralasitteista löytyy lisätietoa Lisämateriaalit-kansiosta dokumenteista Lasitteet KXX1-5 1200-1300C, Kivitavaralasitteet LK1-8 1200C ja Punaruskea kivitavaralasite.
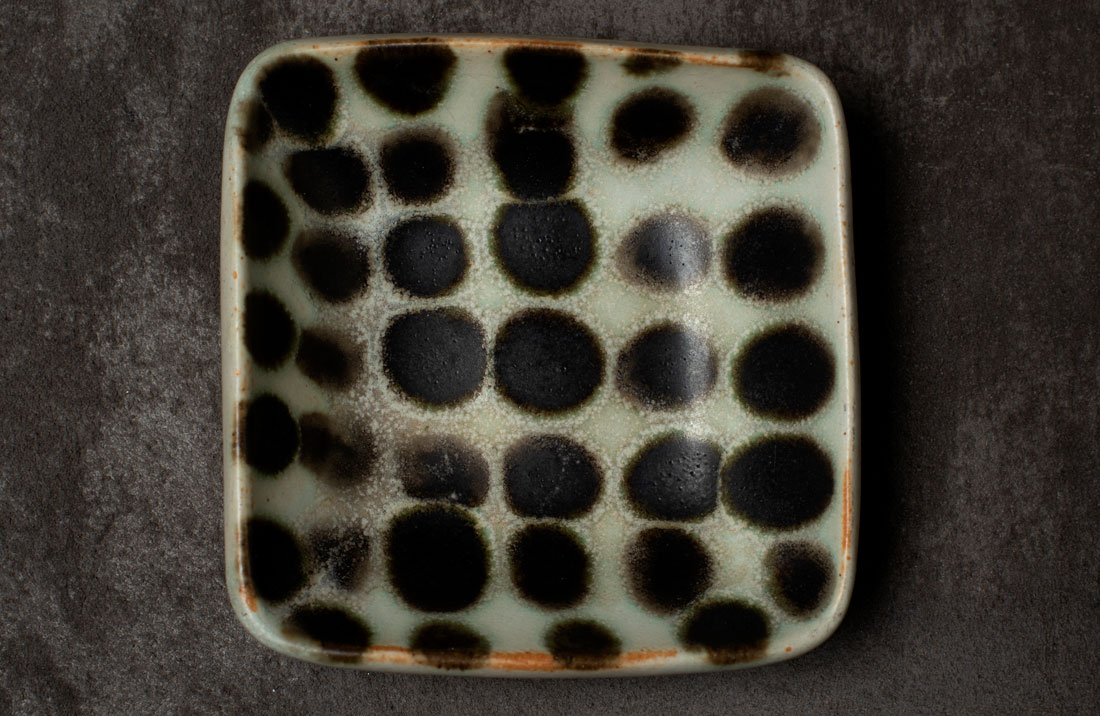
Kuva
Kinnunen, Anne. Ruutu, Sarita Koivukoski.
Posliinilasite (1300–1450 °C)
Posliinilasitteet ovat läpikuultavia ja kiiltäviä maasälpälasitteita. Posliinilasitteilla voi olla hyvin erilaisia pintoja. Perinteen mukaan posliiniesineet poltetaan läpikuultaviksi 1450°C ja käytäntöä noudatetaan edelleen Saksassa. Lasitekerroksesta tulee hyvin ohut eikä massan ja lasitteen raja-aluetta erota hyvin. Posliinimassa pehmenee ja sulaa läpikuultavaksi poltossa, jolloin esine menettää massan sintrausvaiheessa helposti muotonsa.
Korkeassa lämpötilassa läpikuultavaksi sulanut ohut esine on ollut useiden vuosatojen ajan ihailun kohde. Posliinin korkea polttolämpötila on luonut eräänlaisen statuksen posliinille. Posliinipoltto on tulenkestäviä tiiliä lukuunottamatta korkein poltto keramiikan valmistuksessa.
Saniteettituotteet ovat vitroposliinia, joka lasitetaan valkoiseksi posliinilasitteella. Vitroposliini on valkoinen mutta ei läpikuultavaksi sintraantunut. Se poltetaan kivitavaran kanssa samoissa lämpötiloissa 1260°C. Saniteettiposliini lasitetaan usein kahdella eri lasitteen kerroksella. Ensin lasitetaan peittävällä tina- tai tinazirkoniumlasitteella. Toinen kerros on läpikuultava kiiltävä lasite, joka peittää ja kastelee hyvin alemman kerroksen. Peittävä lasite käytetään tekovaiheessa syntyvien valuvirheiden häivyttämiseen ja parantamaan massan valkoisuutta. Saniteettilasitteen pinnan tulee olla sileä, eikä se saa olla reikäinen tai "appelsiinipintainen". Hygieeninen ulkonäkö on tärkeä asia.
Luuposliinin läpikuultavuus saavutettiin polttolämpötilassa 1200°C. Lasitepoltto tapahtui alemmassa lämpötilassa 1000–1050 °C välillä. Luuposliinilasitteen sulattajana perinteisesti ollut lyijy korvataan nykyisin erilaisilla boori- tai alkalisulatteilla. Englantilaisten kehittämä luuposliini on ollut 1700–1800-luvuilla arkiesineposliinia. Se kehittyi aikana, jolloin ihailtiin aateliston Kiinasta tilaamaa kovaa posliinia.

Kuva
Kinnunen, Anne. Jatta Lavin posliiniesineitä.
Lyijy- ja lyijytön lasite
Lyijyä on perinteisesti käytetty matalanpolton lasitteissa yleisimpänä sulattajana mutta lyijyoksidin käyttö on vähentynyt systemaattisesti vuosittain. Se on korvattu eri sulatevalmisteilla.
Kivitavaralasitteissa on käytetty lyijyoksidia sulattajana aktivoimaan sulamista matalassa lämpötilassa. Lyijy alkaa haihtua poltettaessa yli 1000 °C. Pienet lyijymäärät poistuvat lasitteesta kokonaan loppulämpötilassa. Talousesineitä varten tuotetut valmislasitteet sisältävät harvoin lyijy-yhdisteitä niiden haitallisuuden takia. Lyijyoksidin käyttöä kontrolloidaan lainsäädännöllä ja lyijyä sisältävät matalanpolton koristekeramiikkaan valmistetut lasitteet merkitään tuoteselosteissa myrkyllisiksi.
Lyijy taltioituu ihmisen luustoon ja saa aikaan erilaisia oireita. Lyijy on aina ihmiselle haitaksi.
Lyijyn haitallisuudesta ja lainsäädännöstä keramiikkavalmisteissa löytyy lisätietoa Lisämateriaalit-kansiosta dokumentista Kiiltävä lasitepinta.
Pelkistyspolton lasitteet
Pelkistyspoltto tehdään yleensä puu- tai kaasu-uunissa eli uunissa, jossa on liekki. Hapen pääsy uunitilaan estetään hetkellisesti, jolloin muodostuu epätäydellisestä palamisesta johtuvaa hiilidioksidia ja häkää. Häkä sitoo itseensä happea ja sen hapen häkä ottaa lasitteen ja massan oksideista pelkistämisen aikana. Tällöin eräät värimetallioksidit, kuten rauta ja kupari, muodostavat uusia värisävyjä.
Seuraavissa luvuissa
käydään läpi perinteisiä pelkistyspolton lasitetyyppejä ja niiden
ominaispiirteitä.
Celadon
Celadon-lasitteet ovat kalpean vihreitä, paksuja ja läpinäkymättömiä lasitteita. Paksut lasitteet säröilevät usein ja niitä arvostettiin Kiinassa sekä pienten että suurten särökuvioiden mukaan. Lasitteen eri vaalean vihreän sävyt näkyvät parhaiten joko valkoisen massan päällä tai valkoisella engobella peitetyn harmaan kivitavaramassan päällä. Jos käytetään tummaa massaa, niin lasitteen väri muuttuu tumman vihreäksi, jopa ruskehtavaksi pelkistyksessä. Lasitteen sulattajat reagoivat massan ja lasitteen kohtaamispinnassa ja massan pinnassa oleva rautaoksidi pelkistyy ja antaa lisäväriä lasitteen sävyyn.
Celadon-lasite kuuluu keramiikan historiassa vanhoihin arvostettuihin lasitteisiin, joita kehitettiin sekä Kiinassa, Koreassa että Japanissa. Lasitteiden kehitys kesti kauan ja oli monivaiheinen. Celadonit saavuttivat kukoistuksensa Song dynastian kaudella. Lasitteen väri muistutti arvostettua kiveä, jadea, joka oli muinaisten kiinalaisten uskonnollinen symboli. Vihreällä sävyllä on ollut monta erilaista vivahdetta, ja kirjo on ollut sammaleen vihreästä turkoosin sinivihreään johtuen raaka-aineiden suhteista ja käytetystä polttotekniikasta. Celadon-esineisiin kuului myös kaivertamalla aikaansaatu koriste, jonka uurteet täyttyivät paksusta lasitteesta. Jos ohutseinämäinen posliiniesine oli lasitettu molemmin puolin, niin lasite saattoi olla yhteensä paksumpi kerros kuin esineen savikerros.
Celadon-väri syntyy rautaoksidin pelkistyessä polton aikana liekkien mukanaan kuljettaman hiilen pelkistävästä vaikutuksesta. Liekkiuunien käyttö oli ainoa luonnollinen polttomenetelmä aikaisemmin, jolloin ei muita uunityyppejä tunnettu. Uunien rakennustaito vaikutti polttolämpötilan ja vihreän värin kehittymiseen. Mitä parempi veto uuneissa oli, sitä korkeampi lämpötila saavutettiin ja lasitteet sulivat turkoosin sinivihreiksi. Mitä huonommin uuni veti, sitä vähemmän lämpötila nousi, ja lasitteet jäivät himmeiksi ja ruskean vihreiksi.
Kuvat
Hortling, Airi. Celadon-lasitteita.
Häränverilasitteet
Syvän punainen lasite esiintyi ensimmäisen kerran kiinalaisessa posliinissa Qing-dynastian aikana 1700-luvun alussa. Lasite kehitettiin todennäköisesti, kun yritettiin etsiä Ming-dynastian Xuande-hallituksen (1426–1435) aikana rituaaliastioissa käytettyä ja kadonnutta "uhrin punaista" lasitetta.
Euroopassa punaista lasitetta yritettiin kopioida ja lopulta lasitteen värin polttosalaisuudet selvitti Ernest Chaplet 1800-luvun alussa. Ranskassa pelkistyksessä värinsä saaneita kuparioksidilla värjättyjä lasitteita alettiin kutsua sang de boeuf, suomennettuna härän veri. Kuparioksidin pelkistyslasite vaatii 1200 oC lämpötilan, jotta hyvin sulavassa lasitteessa kehittyy kuparioksidista punainen.
Lisätietoa häränverilasitteista löytyy Lisämateriaalit-kansiosta dokumentista Kiinalainen Chun ja häränverilasite.
Kuvat
Hortling, Airi. Häränverilasitteita.
Chun-lasitteet
Vaalean vihreät Celadon-lasitteet saavuttivat kukoistuksensa Song-dynastian kaudella. Eri puolilla Kiinaa kehittyi vihreistä celadoneista harmaan ja sinertävän vihreitä lasitteita, joita kutsuttiin valmistuspaikan mukaan nimellä Lung-Chüan.
Chun-lasitteen raaka-aineena käytetään erilaisia kasvi- ja puutuhkia, jotka ovat arvokkaita sulattajia. Tuhka muuttaa paksun lasitekerroksen maitomaiseksi (opaaliksi), jossa on erilaisia vaalean sinertävän sävyjä. Lasitteiden pinnassa syntyy lasin sulamisen aikana liikettä ja valumajälkiä, jotka kuvioituvat tuhkan sisältämän rautaoksidin ja fosfaatin yhteisvaikutuksesta sinivioletiksi.
Tuhkat sisältävät kalsiumia ja alkaleja sekä vähän rautaa, jonka määrä vaihtelee kasvin mukaan. Tämä määrä on merkityksellistä poltetun lasitteen värisävyn kehitykselle. Mitä korkeampaan lämpötilaan (1280–1300°C) lasite poltetaan, sitä enemmän lasitteessa syntyy sulaa lasiainetta, jossa alumiinioksidin ja piidioksidin suhteella (Al2O3:SiO2) on vaikutusta väreihin. Jos uuni jäähdytetään nopeasti värit säilyvät heleinä ja kirkkaina. Tuhkan sisältämä alkali- ja kalsiumoksidit yhdessä rautaoksidin kanssa muuntavat lasitteen värisävyä vaalean sinertävästä siniviolettiin ja kuparioksidin lisäyksestä punaiseksi.
Lasitteiden raaka-aineena on käytetty puu- tai kasvituhkaa sulattajana, ja se muuttaa paksun lasitekerroksen maitomaiseksi (opaaliksi), erilaisiksi vaalean sinertävän sävyiksi. Lasitteiden pinnassa syntyy lasin sulamisen aikana liikettä ja valumajälkiä, jotka kuvioituvat tuhkan sisältämän rautaoksidin ja fosfaatin yhteisvaikutuksesta sinivioletiksi. Lasitteita on värjätty kuparia sisältävillä mineraaleilla sinipunertaviksi ja punaisiksi.
Kuvat
Hortling, Airi. Chun-lasitekoepaloja
Temmoku
Temmoku-lasite on vanha japanilainen tuhka- ja matalanpolton savilasitteen yhdiste. Temmoku- tai tenmoku-nimi tulee sanoista Tien Mu, joka tarkoittaa taivaan silmää. Mikroskoopilla katsottuna lasite on kuin öinen tähti taivas. Lasitteen raaka-aineena käytetään korkeassa lämpötilassa sulavaa matalanpolton savea, joka sisältää suuren määrän rautaoksidia ja alkaleja.
Pestyä puutuhkaa käytetään
sulatteena. Rautaoksidin piidioksidin määrät lisääntyvät tuhkasta ansiosta mutta
vesiliukoisia alkaleja säädellään tuhkaa pesemällä. Temmoku-lasitteen väri on
mustan ruskea tai täysin musta, jolloin mustassa pinnassa on hopeanvärisiä
metallisia pieniä kiteitä. Lasitteet muuttuvat poltto-olosuhteiden mukaan. On
vaikea valmistaa luonnon raaka-aineista täysin samanlaisina toistuvia
lasitteita.
Temmoku-lasitteita
imitoidaan paljon ja mustan vaikutus saadaan aikaan tavallisissa
maasälpälasitteessa lisäämällä eri metallioksideja. Käytettyjen metallioksidien
määrät vaikuttavat lasitteen koostumuksen mukaan mustan sävyihin. Mustat värisävyt
syvenevät, jos lasitteiden alla on ohut kerros rautapitoista tai valkoista savilietettä
eli engobea.
Kiinan ja Japanin lasitteiden historiaan kuuluvat Temmoku-lasitteen läheiset variaatio. Näitä ovat esimerkiksi jäniksenkarva- (Hare's fur) ja öljyläikkä- (The Oil spot) lasitteet. Näille lasitteille tyypilliset pintakuviot syntyvät polton aikana, kun paksun lasitteen valuvasta liikkeestä muodostuvat kiteiset viirut sekä rautaoksidin kiteytymisestä aiheutuvat täplät ja rengaskuviot. Pitkän ja hitaan jäähtymisprosessin aikana rautaoksidi kiteytyy renkaanmuotoisiksi kasautumiksi, joita kutsutaan nimellä The Oil spot.
Edellä
mainittujen lasitteiden raaka-aineena on ollut usein matalanpolton savi ja
puutuhka yhdessä sekä kalsiumyhdisteet. Rautapitoisten kivitavaralasitteiden
polttolämpötilan on oltava korkea ja polton sekä hidas että hauduttava.
Hortling, Airi. Temmoku-koepaloja.
Erikoislasitteet
Tavallisesta
lasitepinnasta poikkeava lasite luokitellaan yleensä erikoislasitteeksi. Näitä
lasitteita ovat mm. kide-, aventurine-, slip-, raku-, tuhka, suola- ja
lysterilasitteet.
Kidelasite
Kidelasitteet ovat yleensä läpinäkyviä ja kiiltäviä lasitteita, joissa on eri muotoisia jopa useiden senttimetrin kokoisia kiteistä. Kiteet voivat sijaita joko lasitteen sisällä tai sen pinnalla ja se ei ole aina tasainen. Kiteet kasvavat lasituspoltossa jäähtymisen aikana ja jäähdytys onkin olennainen osa kidepolttoa. Mitä pienempi lämpötilan lasku valitussa lämpötilassa on, sitä suurempia ja yhtenäisempiä kiteitä syntyy. Varsinkin suuret kiteet tarvitsevat erityisesti haudutusaikaa kiteen muodostusta varten. Haudutusaika ja lämpötilat tulee valita aina lasitepohja mukaan. Lasitepohja tulee valita niin, että sen pehmeneminen alkaa mahdollisimman alhaisessa lämpötilassa. Tämä edistää kiteiden muodostumista.
Kidelasitteet jaetaan pienten ja suurten kiteiden muodostamiin lasitteisiin. Kiteet muodostuvat säteittäin kiteen ”sydämen” ympärille ja niiden muoto vaihtelee käytettyjen oksidien mukaan. Sinkkioksidi edistää kiteiden muodostumista.
Värit ovat tärkeitä kidelasitteissa. Lasitepohja ja siihen muodostuvat kiteet voivat olla toisistaan täysin eri väriset. Kidelasitteet värjätään metallioksideilla, jotka lisäävät lasitteen sulamista. Kidelasitteet ovat voimakkaasti sulavia eli niillä on korkea viskositeetti. Kiteet muodostuvat helposti pyöreän muodon päälle mutta lasite valuu pystysuorassa pinnassa. Tasaisilla pinnoilla kidelasitteet ovat rosoisia, jolloin useita kiteiden säleitä kehittyy päällekkäin. Tavallisesti kidelasitteita käytetään ns. taidelasitteina.
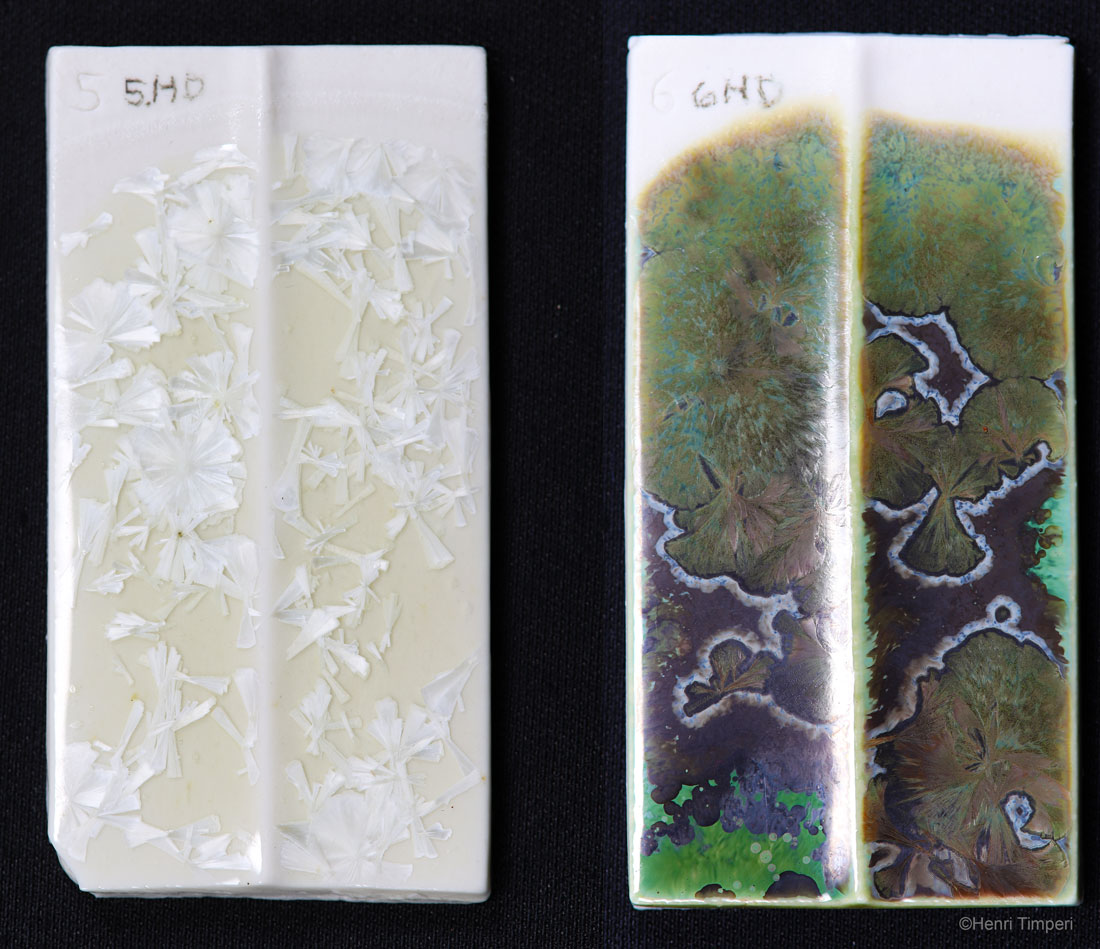
Kuva
Timperi, Henri. Kidelasitteita.
Aventuriinilasitteet
Aventuriinilasitteet on löydetty vanhoista japanilaisista ruukuista. Aventuriinilasitteen pinta on koristeellinen eikä se ole kulutusta kestävä ja kova. Aventuriinilasitteet ovat kiiltäviä tummia rautapitoisia matalanpolton kidelasitteita. Lasitepinnan sisällä on pieniä hohtavia kiteitä, joiden väri vaihtelee polton ja lasitepohjan mukaan kultaisesta ja punaisesta mustaan.
Rautaoksidia käytetään aventuriinilasitteissa runsaasti, 10–30 paino-%. Aventuriinilasitteita myydään teollisena valmislasitteena.
Slip-lasitteet
"Slip" on luonnonsaven vesipitoinen seos, liete. Luonnonsavet sulavat 1200–1250 °C:ssa, jotkut alhaisemmissakin
lämpötiloissa, ja sopivat lasitteeksi sellaisenaan. Tunnetuin slip-lasitteiden raaka-aine on amerikkalainen Albany slip -savi. Myös suomalainen matalanpolton luonnonsavi soveltuu lasiteraaka-aineeksi.
Savilasitteet sisältävät rautaoksidia mineraalien
rapautumisen takia ja ovat väriltään rusehtavia; keltaruskeita, viininpunaisia,
mustanruskeita. Saven sulamista voi auttaa lisäämällä liitua, dolomiittia tai
wollastoniittia. Rautapitoinen savilasite muuttuu keltaiseksi kalsiumoksidin
vaikutuksesta. Savilasitteiden pinnan väri vaihtelee lasitteen kerroksen vahvuuden
mukaan. Kalsiumoksidia sisältävät lasitteet ovat tummia ohuena kerroksena ja
vaaleampia paksuina. Savilasitteet soveltuvat myös pelkistävään polttoon.
Rakulasitteet
Rakulasite on matalanpolton lasite, joka sisältää paljon matalanpolton sulatteita. Lasitteiden täytyy ehtiä sulaa 10–20 minuutissa rakutekniikan polttonopeuden vuoksi. Lasitteena voidaan käyttää matalanpolton sulatetta (fritti).
Rakupoltto on yleensä pelkistävä, joten lasitteisiin sekoitettavat metallioksidit metalloituvat prosessissa monivärisiksi väripinnoiksi. Rakulasitepinnassa arvostetaan suuria särökuvioita ja sulaan lasitteeseen jääneitä rakupihtien jälkiä.
Rakulasitteita ei voida käyttää elintarvikkeisiin käytettävissä tuotteissa.
Palmu, Sanna. Erilaisia rakupintoja.
Tuhkalasitteet
Kiinalaiset mestarit polttivat keramiikkaa alavetoisissa puilla lämmitettävissä uuneissa. Kova veto nosti polttolämpötilaa ja liekit kuljettivat uunin sisällä tuhkaa. Se laskeutui esineiden päälle ja suli kiiltäväksi lasitteeksi reagoidessaan savipinnan sisältämän kvartsin kanssa. Tuhkan laskeutumista seurattiin tirkistysaukoista ja säädeltiin liekkejä kokemuksen perusteella. Sattumanvaraisesta tapahtumasta kehitettiin vähitellen tuhkalasite, joka sisälsi tuhkaa ja muita raaka-aineita.
Mikä tahansa puu- tai kasvituhka sulaa, kun se poltetaan tarpeeksi korkeassa lämpötilassa. Tuhkat jaetaan koostumuksen mukaan koviin, puolikoviin ja pehmeisiin tuhkiin. Helpommin poltossa sulaviin ns. pehmeisiin tuhkiin luokitellaan puiden tuhkat, jotka sisältävät paljon alkaleja ja maa-alkaleja. Sellaisia ovat hedelmiä ja marjoja tuottavat puulajit. Vähärautainen omenapuutuhka sisältää runsaasti kalsiumoksidia ja on ollut suosittu lasiteraaka-aine. Puun rungon, oksien ja lehtien tuhkat poikkeavat toisistaan. Myös saman puulajin tuhkat poikkeavat toisistaan kasvualustasta ja paikasta riippuen. Männyn ja pihlajan tuhka on tummempaa eli rautapitoisempia kuin koivutuhka. Kovat ja puolikovat huonommin sulavat tuhkat ovat peräisin ruohosta, oljesta, kaisloista ja varvuista. Alla olevassa taulukossa on erilaisten puiden, pensaiden ja varpujen tuhka-analyysejä.
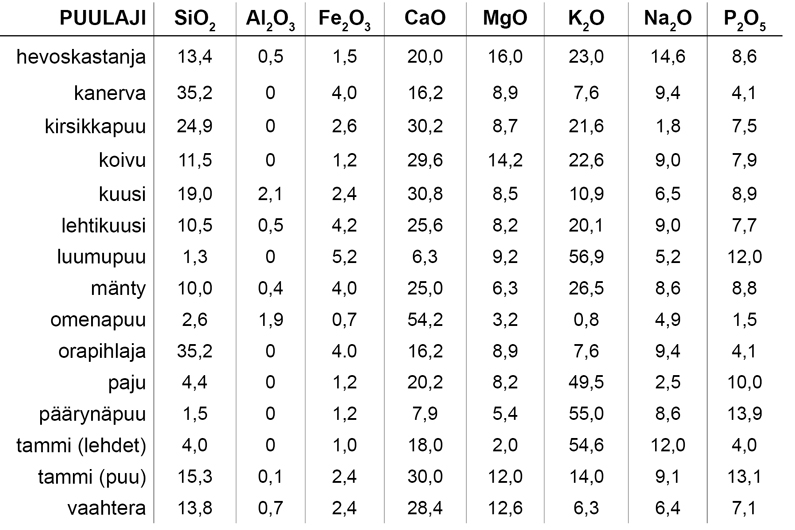
Kiinteillä polttoaineilla poltettavissa
uuneissa liekki irrottaa tuhkaa mukaansa ja kuljettaa sen poltettavien
esineiden päälle. Esimerkiksi puu-uunipoltossa syntyvä tuhka kulkeutuu vedon
mukana hienona pölynä uunin ladontatilaan ja laskeutuu epäsäännöllisesti esineille
ja uunilevyille. Polttolämpötilan kohotessa 1225 °C ylöspäin tuhka alkaa sulaa
lasiksi. Lasitekerroksen paksuus ja luonne riippuvat polttoaineesta ja polton
pituudesta vaihdellen ohuesta punertavasta kiillosta paksuksi lasitekerrokseksi.
Muodostuvat lasitekerrokset ovat ennalta arvaamattomia ja valuvia.
Veteen sekoitettu tuhkalasite on
tavanomaista paksumpi lasiteseos lasitettaessa, koska tuhka turpoaa vedessä. Koska
tuhkalasitteen koostumusta ei voida täydellisesti hallita, se ei sovellu teollisuuden
käyttöön. Tuhkalasite on kuitenkin pientuotannossa taloudellinen. Käytettäessä tuhkaa korkean polttolämpötilan (yli 1200 °C) lasitteessa,
se tulee pestä huolellisesti.
Ennen käyttöä tuhka pestään liukenevien alkalien ja epäpuhtauksien poistamiseksi. Tuhkaa liotetaan muutama vuorokausi lämpimässä runsaassa vedessä. Sen jälkeen tuhka sekoitetaan hyvin ja annetaan selvitä eli tuhkan painua pohjalle. Kun tuhka on painunut pohjalle, kaadetaan ylimääräinen vesi pois ja tilalle laitetaan puhdasta vettä. Tämän jälkeen tuhka sekoitetaan ja annetaan taas liota muutaman päivän. Tämä edellä oleva prosessi toistetaan 1–2 kertaa, joka jälkeen tuhka kuivataan ja seulotaan käyttövalmiiksi. Tuhkaa käsiteltäessä on muistettava käsien suojaus. Japanilaisessa keramiikan valmistuksessa on toiminut tuhkanpesijän ammattikunta, joka on toimittanut valmiiksi pestyä tuhkaa lasiteraaka-aineeksi.
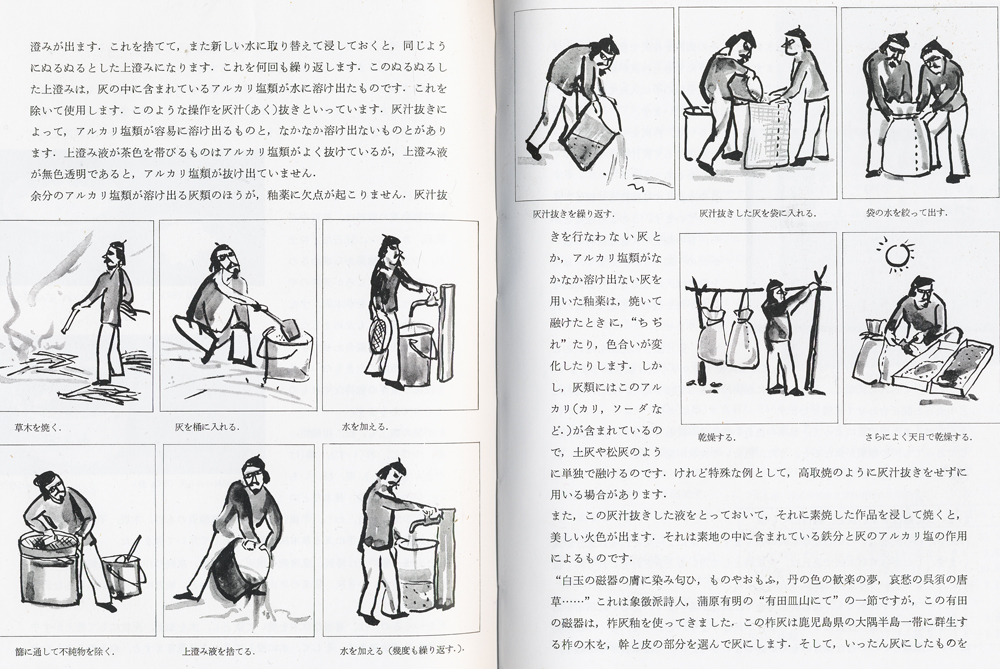
Kuva
Masataro, Onishi. Keramiikan lasitteet
Suolalasite
Suolalasite ei ole lasiteseos vaan polttomenetelmä, jossa suolaa heitetään kuumaan uuniin. Saksalaiset keksivät suolalasitteen 1500-luvulla ja 1800-luvulla sitä käytettiin yleisesti. Suolalasitteet ovat kiiltäviä ja erittäin kestäviä sekä kemiallista että mekaanista kulutusta vastaan. Siksi niitä onkin käytetty apteekkitavaroiden ja säilytysastioiden lasitteena. Suolasitteelle on luonteenomaista appelsiinimainen rakeinen pintakuvio.
Menetelmä vaatii uunityypin, jossa
liekki kuljettaa suolaa uunin sisällä polton aikana. Polttomenetelmässä
ladotaan esineet uuniin ja lasittamisvaihe jää pois. Raa'at, kuivat esineet
ladotaan suut ja pohjat vastakkain pienten savipallojen erottaessa pinnat
toisistaan torneiksi uuniin. Esineitä ei ladota avohyllyille, koska uunikalusto
lasittuu suolasta ja esineet ”liimautuvat” kiinni. Polttolämpötila nostetaan massan
sintrautumiseen asti. Tulipesiin heitetään kostutettua karkeaa suolaa eli
natriumkloridia. Reaktiossa vesihöyryllä on tärkeä osuus natriumin kulkeutuessa
tulipesässä. Natriumista vapautuu kloorikaasua, joka on hyvin myrkyllistä ja
vaarallista ihmiselle. Suolapoltto tuleekin tehdä mielellään ulkona, jotta
kaasut pääsevät poistumaan vapaasti.
Suola höyrystyy 1100 °C jälkeen. Sitä alemmissa lämpötiloissa alkalit eivät muodosta lasimasta pintaa. Alle 1200 °C suolapolttolämpötiloja tulee välttää, koska uunista vapautuu myrkyllisiä kaasuja eikä lämpötila riitä vielä sulattamaan esineisiin kestävää lasitekerrosta. Suolan käyttö rasittaa raskaasti myös uunikalustoa.

Kuva
Palmu, Sanna. Suolalasitettuja esineitä.
Lysterilasitteet
Vanhat savulysterit ja nykyiset koristelysterit ovat täysin eri asioita. Vanhat savulysterit pohjautuvat islamilaiseen kulttuuriin. Lysterit tehtiin matalapolttoiselle alkalilasitteelle sekoittamalla värioksidit suoraan lasitukseen tai maalaamalla ne pigmentteinä polttamattoman tai poltetun lasitteen pinnalle. Lasitteet poltettiin voimakkaasti pelkistävässä, savustavassa poltossa, koska uuneilla ei pystytty puhtaampiin polttoihin. Lystereillä käytettiin metalloituvina oksideina kultaa, hopeaa, platinaa, kuparia, tinaa, vismuttia ja lyijyä. Jaloimmat metallit höyrystyivät jo matalissa lämpötiloissa ja kuivuivat tai haihtuivat pois. Kullalla saatiin pinkkiä ja hopeasta, lyijystä sekö platinasta harmahtavia. Tinalla ja vismutilla saatiin kirkasta ja kuparilla kullanväristä metallipintaa. Vismutilla autettiin muiden värimetallien metalloitumista.
Nykyisin koristevärilystereissä metallit ovat liuotettuina voimakkaisiin happoihin. Lisäksi niissä on mukana jotain voimakkaasti savuttavaa ainetta, kuten pihkaa, hartsia tai erilaisia öljyjä. Koristevärilysterit levitetään ohuena kerroksen poltetun lasitteen päälle ja poltetaan koristepoltossa 600–700 °C.

Kuva
Suorlahti, Eeva. Matias Liimatainen 2018.

Lasitteen valmistaminen
Lasitteita voi valmistaa itse tai niitä voi ostaa valmiina jälleenmyyjiltä. Kaupallisia lasitteita on olemassa laaja kirjo. Kaupalliset jauhelasitteet tulee sekoittaa itse veteen, mutta saatavilla on myös valmiiksi nestemäisiä lasitteita (ns. sivellinlasitteet), joita levitetään siveltimellä raakapoltetun esineen pintaan. Lasiteseokseen käytetään hienoksi jauhettuja raaka-aineita (200 mesh). Lasitteen tavoitepaksuus määräytyy lasitettavan tuotteen mukaan ja paksuus voi vaihdella äärimmäiset ohuesta hyvin paksuun kerrokseen.
Lasitteesta ja vedestä sekoitetaan liete, jonka sekoitussuhde riippuu raakapoltetun tavaran huokoisuudesta. Huokoisempi pinta imee helpommin lasitetta mutta kastuu nopeasti. Korkeammalle poltettu esineen pinta tarvitsee paksumman ja vähävetisemmän seoksen kuin matalapolttoinen hyvin avoin ja huokoinen pinta. Silloin on lasiteseoksen oltava vetinen ja juokseva. Ohuella lasitteella käsin lasittaminen on vaikeaa, koska vetisyyden takia tulee helposti virhe-efektejä.
Lasitteiden koostumusta voidaan säädellä lisäaineilla, jotka estävät lasitteen painumisen pohjaan. Lasitteen tulisi olla tasaisesti sekoittunutta, jotta lasite toimii aina samalla tavalla. Eri lasitusolosuhteet, -menetelmät ja lasitettavat esineet vaativat erilaisen lasitelietteen koostumuksen. Erityisesti tulee säätää oikein lasitelietteen litrapaino eli kiintoaineiden ja veden keskinäinen suhde, samoin kuin lasitteen juoksevuus. Lasitteeseen voidaan lisätä jotain liima-ainetta, jotta lasitetun esineen käsittelyvarmuus ennen polttoa paranisi ja lasitteen hankautumisvaara vähenee. Lisäaineet ovat yleensä vain apuaineita polttamattomalle lasitteelle. Ne eivät osallistu lasitepoltossa itse lasitteen muodostumiseen vaan palavat pois.
Tyypillinen lasiteseoksen litrapaino on 1,4–1,6 kg. Yleinen sääntö on:
mitä huokoisempia raaka-aineet ovat, sitä alhaisempi on lasiteseoksen
litrapaino. Eri sulatteet vaikuttavat litrapainoon.
Lasitejauheen tulisi koostua mahdollisimman veteen liukenemattomista
raaka-aineista. Jotkut
sulatteet (esim. matalanpolton alkalisulatteet) voivat aikaa myöten liueta veteen
jonkin verran ja muodostaa kiteytymiä. Siinä tapauksessa on lasite jauhettava
hienoksi kuulamyllyssä. Lasitteen vettä ei saa vähentää, koska silloin heittää
myös osan sulatteita pois. Jotkut lasiteraaka-aineet,
kuten booraksi ja natriumoksidi, kiteytyvät ilman vaikutuksesta ja nousevat
lasiteastian reunaa myöten muodostaen kiteytymiä. Tällöin lasite on myös
siivilöitävä uudelleen ja kovemmat raaka-aineet hienonnettava esimerkiksi
morttelissa.
Lasitteen testaaminen lasitekoepaloilla
Ennen uuden lasitteen käyttöönottoa kannattaa siitä tehdä ensin koepala. Koepalasta selviää lasitteen sopiva lasituspaksuus ja ulkonäko polton jälkeen. Koepalasta selvinneet huomiot ja mahdolliset ongelmat voi korjata ennen isomman lasite-erän valmistamista.
- Koe-erän minimisuuruus on 100 g (kuiva-aineiden paino yhteensä).
- Valmista koe-erät huolellisesti, punnitse raaka-aineet tarkkaan ja varmista, että punnituksessa käytettävät välineet ovat puhtaita.
- Koe-erään punnitaan aina ensin yhtä paljon vettä kuin kuiva-aineitakin. Vettä voidaan lisätä, kun koepaloja aletaan kastaa lasitelietteessä.
- Koe-erä siivilöidään 100 meshin seulan läpi kaksi kertaa. Tämän vaiheen tarkoitus on hyvän sekoittumisen lisäksi varmistaa, että lasitteen joukossa ei ole karkeampia hiukkasia ja että lasiteseoksesta tulee tasainen. Jos halutaan joidenkin väriaineiden näkyvän valmiissa lasitteessa pilkkuina, voidaan ne lisätä lasitelietteeseen siivilöinnin jälkeen.
- Koe-erä varastoidaan kannellisiin astioihin, joihin on merkitty huolellisesti lasitteen nimi, koostumus, polttolämpötila ja päivämäärä. Älä laita merkintöjä astian kanteen vaan itse astiaan.
- Koepalat lasitetaan kastamalla 2–3 kertaa. Jokaisella kerralla koepalaa pidetään lasitelietteessä 3–5 sekuntia. On tärkeää, että lasiteliete on sopivan paksuista, sillä lasitteen paksuus vaikuttaa useimmiten lasitteen ulkonäköön. Lisää siis vettä tarvittaessa. On tärkeää muistaa sekoittaa seosta ennen jokaista lasituskertaa, jotta lasiteliete olisi mahdollisimman tasainen.
- Koepalan pohja pyyhitään ja lasitekoe-erän koodi/nimi ja tavoiteltu polttolämpötila merkitään koepalaan alilasitekynällä.
- Välittömästi lasitteiden tekemisen jälkeen kaikki käytetyt raaka-aineet ja muut tekemiseen liittyvät muistiinpanot merkitään muistiin. Jälkikäteen et voi muistaa mitä teit.
- Jos tehdään samasta lasitepohjasta (reseptin muut paitsi väriä antavat raaka-aineet) monta eri muunnoista, kannattaa ensin punnita koko tarvittava erä lasitepohjaa, lisätä vettä sama määrä kuin kuiva-aineita on, siivilöidä lasite ja sen jälkeen jakaa valmis lasitepohja 200 g:n suuruisiin eriin. Niihin punnitaan lisäksi tarvittavat väriaineet ja siivilöidään vielä kerran.
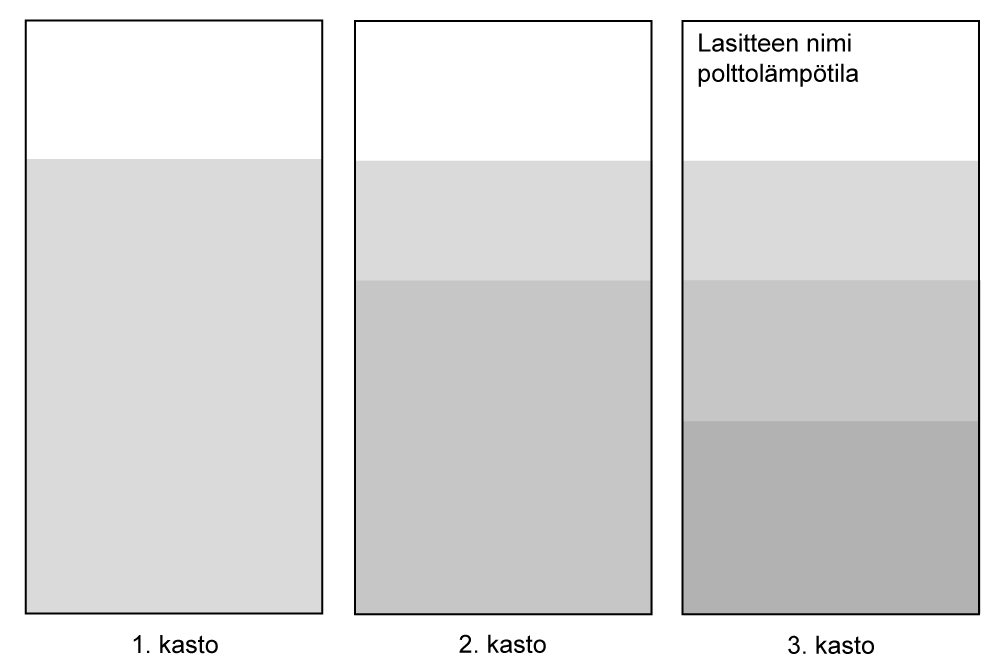
Lasitteen valmistaminen
- Lasitteiden reseptit toimitetaan tavallisesti prosenttireseptinä, jossa kunkin raaka-aineen määrä ilmoitetaan painoprosentteina koko kaavasta. Tiedettäessä valmistettavan lasite-erän kokonaismäärä voidaan laskea yksittäisten raaka-aineiden määrä lasituksessa.
- Raaka-aineet punnitaan huolellisesti. Ennen punnitusta on tärkeää varmistaa, että kaikki punnituksessa käytettävät välineet ovat puhtaita.
- Huolellisesti punnitut lasitusraaka-aineet lisätään veteen ja sekoitetaan. Vettä lisätään yleensä 1–1,3 x kuiva-aineiden määrä. Paljon saviraaka-aineita sisältävät lasitteet vaativat myös enemmän vettä.
- Nestemäinen lasiteseos seulotaan 100–200 mesh:in seulalla. Tämän vaiheen tarkoitus on hyvä sekoittumisen lisäksi varmistaa, että lasitteen joukossa ei ole karkeampia hiukkasia ja että lasiteseoksesta tulee tasainen.
- Lasite varastoidaan kannellisiin astioihin, joihin on merkitty huolellisesti lasitteen nimi, koostumus, polttolämpötila ja päivämäärä. Jos lasite sakkautuu varastoinnissa astian pohjaan, voidaan siihen lisätä apuaineita, jotka estävät lasituslietteen sakkautumista, esim. bentoniittia 1–2%.
Kuva
Lautenbacher, Nathalie. Työvälineitä lasitteen valmistamisessa.
Kuvitus
Palmu, Sanna. Lasitekoepalan kastaminen.
Lasittamistekniikat
Lasittamisella tarkoitetaan pintakäsittelymenetelmiä, joita käytetään lasitepinnoitteen aikaan saamiseksi keramiikan valmistuksessa. Esine voidaan lasittaa ennen raakapolttoa (kertapoltto) ja sen jälkeen mutta lasittaminen suoritetaan eri tavalla. Lasitusmenetelmän valinta riippuu esineiden muodosta ja lukumäärästä sekä lasitteen luonteesta ja siitä onko esineet raakapoltettu.
Lasitettaessa huokoinen esine imee
itseensä lasitelietteestä veden, jolloin esineen pinnalle muodostuu ohut tasainen kerros lasitetta. Lasitetun esineen kuivumisen jälkeen se poltetaan lasitteen vaatimassa polttolämpötilassa, jolloin lasite sulaa
esineen pinnalle ohueksi lasikerrokseksi.
Lasitekerroksen paksuus määräytyy työskentelyn nopeudesta, esineen huokoisuudesta, lasitteen viskositeetista sekä litrapainosta.
Ennen lasituspolttoa on lasite huolellisesti pyyhittävä raakapoltettujen esineiden pohjasta, jotta ne eivät tartu kiinni uunilevyyn lasitteen sulaessa. Esineet ladotaan uuniin niin, etteivät ne kosketa toisiaan.
Lasittamistekniikoita ovat upottaminen, kaataminen ja ruiskulasitus. Lasite voidaan myös maalata esineen pinalle. Tällöin lasitteen siveltävyyttä parannetaan lisäämällä lasitelietteeseen liimaavia aineita, kuten arabikumi, gelatiini, tärkkelys tai selluloosa. Maalaamiseen voi käyttää myös kaupallisesti valmistettuja sivellin lasitteita.
Upottaminen
Upottamismenetelmässä esine upotetaan nopeasti lasitelietteeseen ja nostetaan pois. Ylimääräinen lasite valuu pois ja esineen pinnalle jää tasainen lasitekerros, jonka paksuus riippuu esineen huokoisuudesta, lasitteen paksuudesta ja juoksevuudesta sekä upotusajasta. Tasaisen paksuuden saamiseksi upotuksessa pyritään siihen, että jokainen esineen kohta on upoksissa yhtä pitkän aikaa. Lasite sekoitetaan hyvin ennen upottamista, jotta lasiteliete on tasalaatuista eikä painavia ainesosia ole sakkautunut astian pohjalle.
Upottamistekniikan hyötyjä
ovat
- hyvä lasitteen kiinnittyminen esineeseen
- toistuvasti tasainen ja samanlainen lasitepinta
- säästää lasitetta, pieni hävikki
- hiljainen ja pölytön työympäristö
Haittoina upottamistekniikassa ovat
- rajoitettu automatisoinnin mahdollisuus
- lasitteen likaantuminen, joten lasite tulee siivilöidä ajoittain
- ei helposti sovellu osittain lasittamiseen

Kaataminen
Esineen ulkopintaan tai sisäosaan kaadetaan lasitetta. Sisäosaa lasitettaessa liete kaadetaan pois takaisin astiaan. Jäljelle jääneen lasitekerroksen paksuus määräytyy työskentelyn nopeudesta eli mitä kauemmin lasiteliete pysyy esineen sisällä, sitä paksumpi on lasitekerros. Kaatamisessa lasitehävikki on myös vähäistä, kun kaataminen tehdään saavin yläpuolella ja ylimääräinen lasite otetaan talteen.
Kaatamistekniikan hyötyjä ovat
- hyvä lasitteen kiinnittyminen esineeseen
- säästää lasitetta, pieni hävikki
- hiljainen ja pölytön työympäristö
Haittoina kaatamistekniikassa ovat
- tasaisen lasitepinnan toistaminen haasteellista
- rajoitettu automatisoinnin mahdollisuus
- lasitteen likaantuminen, joten lasite tulee siivilöidä ajoittain
- ei helposti sovellu osittain lasittamiseen

Ruiskulasitus
Ruiskuttamiseen käytetään paineilmalla toimivaa lasitepistoolia. Pistoolin suuttimeen syötetään säiliöstä lasite ja paineilma, jonka jälkeen ruiskutetaan esineen pintaan lasitekerros. Lasitekerroksen paksuus riippuu sumutusajasta. Ruiskuttamisen etuna on tasaisen lasitekerroksen saaminen, yksityiskohtien suojaamisen helppous ja osittaisen lasittamisen mahdollisuus. Oikean lasitepaksuuden aikaansaamiseen on kiinnitettävä huomiota. Ruiskuttaminen on tärkeää tehdä lasitekaapissa, jotta lasitepöly ei leviä huoneilmaan.
Sopivin ruiskutusetäisyys on n. 20–30 cm. Siihen vaikuttavat ruiskutuspaine, lasituksen vesipitoisuus ja lasitettavan esineen muoto. Säädä ruisku aina esineestä poispäin ja vie vasta valmiiksi säädetty suihku kohti esinettä. Suihkuta esineeseen useita tasaisia ja ohuita kerroksia, jotka menevät lomittain. Suihkutettu pinta ei saa kuivua niin, että siihen syntyy ns. lasituspalloja, jotka pyörivät pinnalta pois. On myös varottava ruiskuttamasta esinettä liian pitkään yhdellä ruiskutuskerralla, jolloin esineen pinta kastuu eikä lasite enää tartu sen siihen. Mahdollisen paikkauslasituksen voi tehdä vielä täysin kuivuneeseen esineeseen.
Ruiskulasittamisen hyötyjä ovat
- lasitekerroksen paksuutta on helppo säätää
- osittainen lasittaminen ja yksityiskohtien suojaaminen on helppoa
- soveltuu hyvin automatisoitavaksi
- mahdollistaa värihäivytyksen ja sabluunakoristelun
- esineen lasittaminen uudelleen on helppoa
Haittoina ruiskulasittamisessa ovat
- ammattitaitoa vaativa menetelmä
- suuri lasitehukka
- vaatii puhaltamiseen soveltuvan ympäristön ja lasitekaapin
- kehittää pölyä ja melua
- suhteellisen korkeat investointi-, huolto- ja käyttökustannukset

Lasittaminen ennen raakapolttoa (kertapoltto)
Kertapoltolla tarkoitetaan sellaista prosessia, jossa raaka- ja
lasitepoltto tapahtuvat samanaikaisesti. Raaka kuivunut saviesine lasitetaan, jonka
jälkeen se poltetaan vain kerran korkeaan lämpötilaan. Kertapoltto tuo
huomattavaa säästöä polttokustannuksiin, sillä raakapoltto jää kokonaan pois.
Kertapoltto soveltuu kuitenkin vain hyvän kuivalujuuden omaaville esineille,
jotka kestävät lasittamisen raakana. Tämä edellyttää myös sitä, että esineet
lasitetaan joko ruiskuttamalla tai siveltimellä, ei kastamalla.
Lasittaminen korkealle polttamisen jälkeen
Esine voidaan lasittaa uudelleen, jos lasitepinta on epäonnistunut. Koska savi on jo sintraantunut kovaksi, se ei enää ime itseensä kosteutta lasitteesta. Sama tilanne on myös silloin, jos esineen raakapoltto joudutaan polttamaan muodon takia korkeammalle. Sintraantunut esine on lämmitettävä noin 150 °C:n lämpötilaan lasitusta varten, jotta lasitteessa oleva vesi haihtuu välittömästi ja lasiteseos tarttuu esineen kovaan ja tiiviiseen pintaan. Lasitteeseen voidaan myös lisätä liima-aineita paremman kiinnittymisen aikaansaamiseksi tai käyttää kaupallisia sivellinlasitteita. Kuumennetun esineen lasittaminen onnistuu parhaiten ruiskulasittamalla.
Kuvat
Latva-Somppi, Aura. Lasittaminen upottamalla
Latva-Somppi, Aura. Lasittaminen kaatamalla
Latva-Somppi, Aura. Ruiskulasitus
Yleisimmät lasitusvirheet ja niiden korjaaminen
Jos lasitepoltto on epäonnistunut, on aina tutkittava miksi lasitteen pinta ei ole tavoiteltu lopputulos. Lasitusvirheitä voivat aiheuttaa lasiteraaka-aineet, lasitteen valmistaminen, lasittaminen, lasitteen kemiallinen koostumus ja lasituspoltto.
Lasitepinnan virheitä ovat
esimerkiksi
- säröily
- jäähdytyshalkeamat
- kuroutuminen
- kiilloton mattalasitepinta
- kuiva lasitepinta
- kuoriutuminen ja hilseily
- lasitteen valuminen
- kuplat lasitteessa
- neulanreiät
- munankuorimainen pinta eli kuopat lasitteessa
- aaltoileva ja huonosti tasoittunut lasitepinta
- epäpuhtaudet, kuten väripilkut
Seuraavissa kappaleissa käydään läpi, miten yleisimpiä lasitevirheitä voidaan korjata.
Lasiteraaka-aineet ja lasitteen valmistaminen
Mahdollisia virheitä ovat
- epäpuhtaudet raaka-aineissa
- raaka-aineiden väärä raekoko, jolloin liian karkeat raaka-aineet sedimentoituvat herkästi ja liian hienojakoiset raaka-aineet muuttavat lasitteen valuvaksi
- huolimaton värjäävien raaka-aineiden käsittely
- punnitusepätarkkuudet
- veden määrä lasitteessa
Välttääksesi virheitä
- varastoi raaka-aineet kuivassa tilassa, sillä huolimaton varastointi lisää punnituspoikkeamia
- kontrolloi raaka-aineen pysyvyyttä. Vaikka nimi on sama, voi valmistaja muuttaa tuotteen koostumusta
- merkitse raaka-aineastiat selkeästi
- tarkista aina raaka-aineiden ja reseptin oikeellisuus valmistaessasi lasitetta
- punnitse raaka-aineet huolellisesti riittävän tarkalla vaa’alla
- selvitä raaka-aineiden alkuperä ja soveltuvuus tarkoitukseesi: esim. frittien koodit, empiirinen kaavat, eri savilaadut
- tee kaikista uusista raaka-aineista tarvittavat kokeet ennen suurempien lasite–erien valmistamista
- pidä työympäristö puhtaana
- siivilöi lasite valmistuksen yhteydessä ennen käyttöä ja myös tarvittaessa käyttökertojen välissä
Lasittaminen
Mahdollisia virheitä ovat
- huonosti puhdistetut lasitettavat esineet
- epäpuhtaudet työkaluissa, työtiloissa, työvaatteissa tai raaka-aineissa
- väärä raakapolton lämpötila, jolloin esine on joko liian huokoinen tai liian sintraantunut
- liian ohuet tai paksut lasitekerrokset
- lasituksen epätasaisuus ja valumajäljet
- polttamattoman lasitteen kolhiutuminen
Välttääksesi virheitä
- sekoita ja siivilöi lasite huolellisesti valmistus- ja lasitusvaiheessa
- käytä kirkkaille ja värillisille lasitteille erillisiä astioita, sekoitusvälineitä ja seuloja tai puhdista työvälineet erittäin huolellisesti
- merkitse ylös lasitteen litrapaino sen parhaassa toimintakunnossa, jotta voit myöhemmin säädellä seoksen vahvuutta. Kastamiseen tarkoitettuun lasitteen voidaan laittaan n. 120 % ja ruiskulasittamiseen n. 110 % vettä
- puhdista esineet huolellisesti ennen lasittamista
- tarkkaile lasitekerroksen vahvuutta lasitettavassa esineessä ja tarkista tarvittaessa koepalalla
- merkitse ylös käyttämäsi raaka-polttolämpötila, koska se vaikuttaa lasitteen imeytymiseen. Korkeassa raakapoltossa olleen esineen pinta imee vähän kosteutta ja lasitekerroksesta tulee ohut, kun taas matalassa raakapoltossa olleen esineen pinta on huokoinen ja lasitekerroksesta tulee paksu
- lasita ja lado värilliset ja kirkaat esineet erikseen
- erityisesti epäplastiset esim. maasälpäpitoiset lasitteet ovat hauraita ennen polttoa ja irtoavat helposti. Tällaisiin lasitteisiin kannattaa lisätä plastista savea bentoniittia 1-2 % tai liima-aineita, kuten 1% liisteriä, tärkkiä tai arabikumia, vastaavia kauppavalmisteita Peptapon ja CMC
- etikan lisäys tekee lasituslietteen tasajakoiseksi ja helpottaa lasitustapahtumaa mutta ei suojaa kuivaa lasitepintaa kolhuilta
- vältä kolhimasta polttamattomia esineitä ja käsittele niitä varovasti lasittaessasi
Lasitteen kemiallinen koostumus
Säröily
Lasitteessa on ohuita säröjä, jotka jatkuvat mahdollisesti massaan asti. Säröt syntyvät lasituspolton jäähtymisvaiheessa ja säröily voi jatkua jopa viikkoja lasituspolton jälkeen.
Säröilyä aiheuttavat
- liian paksu lasitekerros
- massan ja lasitteen erilainen lämpölaajeneminen, jolloin lasite kutistuu enemmän kuin massa
- kosteudesta johtuva huokoisen massan turpoaminen, joka rikkoo lasitepinnan
- massan ja lasitteen yli- tai alipolttoisuus
- lasitteen voimakas alkalisuus
Säröilyn korjaaminen
massassa
- lisäämällä massan lämpölaajenemista
- polttamalla korkeammalle
- lyhyellä haudutuksella ylälämpötilassa
- lisäämällä kvartsia
- vähentämällä savia ja maasälpää
- vähentämällä massan huokoisuutta nostamalla raakapolttolämpötilaa
lasitteessa
- vähentämällä lasitteen kutistumista
- lisäämällä kvartsia tai savea
- käyttämällä raaka-aineita, jotka kutistuvat vähemmän
- ohentamalla lasituskerroksen paksuutta
- vähentämällä lasitteen alkalisuutta
- vähentämällä natriumia ja kaliumia
- korvaamalla alkalisia sulattajia maa-alkaleilla
Jäähdytyshalkeamat
Jäähdytyshalkeamat syntyvät esineen ja lasitteen halkeillessa kvartsin kidemuodon muutosten takia polton jäähtymisvaiheessa.
Jäähdytyshalkeamia aiheuttavat
- liian nopea ja epätasainen polton jäähdytysvaihe varsinkin kvartsin kidemuutosten kannalta kriittisissä lämpötiloissa 573 °C ja 226 °C
- kvartsin liian suuri määrä massassa
- poltettavan esineen epätasaiset seinämän vahvuudet
- ylipoltto
Jäähdytyshalkeamia ehkäistään
- jäähdyttämällä lasituspoltto hitaammin
- tekemällä esineisiin mahdollisimman tasaiset seinämät
- laskemalla polttolämpötilaa
- käyttämällä massassa karkeaa runkoainetta esim. samottia, sirua, molokiittia tai hiekkaa
Kuroutuminen
Kuroutumien tarkoittaa sitä, että lasite pakenee osittain massan pinnalta tai kerääntyy pieniksi saarekkeiksi.
Kuroutumista aiheuttavat
- esineen liika koskettelu ennen lasittamista (rasva)
- öljy, rasva, pöly tai lika esineen pinnalla ennen lasittamista
- lasituskerroksen halkeilu kuivumisen aikana ennen polttamista
- suuri kalsinoimattomien aineiden määrä lasitteessa (savet, tuhkat, sinkkioksidi, colemaniitti)
- massan sisältämät liukenevat suolat
- paksu lasitekerros
- lasitteen liian suuri pintajännitys ja korkea viskositeetti
- liian runsas apuaineiden käyttö lasitteessa (esim. CMC, Peptapon)
- liian hienoksi jauhatettu lasite
Kuroutumista ehkäistään
- välttämällä esineen turhaa käsittelyä ennen lasittamista
- pitämällä raakapoltetut esineet puhtaana ja puhdistamalla esineet huolellisesti ennen lasittamista
- antamalla lasitettujen esineiden kuivaa rauhassa ennen lasituspolttoa
- käsittelemällä polttamattomia lasitettuja esineitä varovasti
- vähentämällä lasitteessa kalsinoimattomien savien määrää
- ohentamalla lasitekerrosta
- vähentämällä lasitteen pintajännitystä
ja viskositeettia muuttamalla reseptin raaka-ainepohjaa
- lisäämällä B2O3, K2O, Na2O tai Li2O
- vähentämällä Al2O3 määrää
- polttamalla lasituspoltto hitaammin ja hauduttamalla huippulämpötilassa
Opaalisuus eli matta lasitepinta, jolta puuttuu kiilto
Kiiltävistä lasitteista tulee kokonaan tai osittain mattapintaisia tai kiiltävään lasitteeseen jää maitomainen huntu.
Opaalisuutta aiheuttavat
- uudelleen kiteytyminen
jäähdytysvaiheessa
- hidas polttokäyrä erityisesti jäähdytysvaiheessa edistää kiteytymistä
- lasitteen pinnassa sinkin, kalsiumin tai magnesiumin aiheuttamia pieniä kiteitä
- booriyhdisteet (colemaniitti, booraksi, boorioksidi) voivat aikaan saada maitomaista opaalilasia
- kaasukuplat
- lasitekerros on täynnä pieniä kaasukuplia, jotka opalisoivat lasitteen
- rikin aiheuttama härmä lasitteen
pinnassa
- massan sisältämät rikkiepäpuhtaudet
- uunitilan rikkikaasut
Opaalisuutta ehkäistään
- jäähdyttämällä lasituspoltto nopeammin 700°C:n saakka
- vähentämällä kaliumin määrää lasitteessa
- lisäämällä saviaineita
- käyttämällä liukenemattomampia lasitteita
- huolehtimalla riittävästä uunin ilmanvaihdosta
- polttamalla raakapoltto riittävän korkealle, jotta rikki ja hiili palavat pois
- polttamalla raakapoltettavat esineet eri poltossa kuin lasituspoltettavat esineet, jotta vähennetään rikkiä poltossa
Sulamaton lasitepinta
Sulamattomalla lasitepinnalla tarkoitetaan sitä, että kiiltäväksi, puolikiiltäväksi tai mattaksi tarkoitettu lasite kuivuu täysin kiillottomaksi mattapinnaksi esineen pintaan.
Sulamaton lasitepinta syntyy, kun
- massa jarruttaa ohuiksi jääneiden lasitepintojen sulamista, jolloin lasite jää kuivaksi
- lasituspoltto on epätasainen
- liian matalassa polttolämpötilassa lasite ei sula
- liian korkeassa polttolämpötilassa osa aineista haihtuu tai palaa pois
Lasitepinnan sulamista edistetään
- lasittamalla esineet riittävän paksusti ja tasaisesti
- tasoittamalla polttoa ladonnalla, jolloin uunissa oleva lämpö on mahdollisimman tasainen kaikissa kerroksissa
- polttamalla raakapoltettavat esineet eri poltossa kuin lasituspoltettavat esineet, jotta vähennetään rikkiä poltossa
- hauduttamalla lyhyesti polton huippulämpötilassa
- vähentämällä maa-alkalien määrää lasitteessa
- tarkistamalla lasituspolttolämpötilaa
- polttamalla lasituspoltto matalammalle/korkeammalle
Lasitteen kuoriutuminen ja hilseily
Lasite karkaa esineen pinnalta varsinkin taitoskohdissa ja reunoissa. Tavallisempaa tämä on kertapolttoisen keramiikan valmistuksessa. Nopea alkupoltto edistää hilseilyä.
Hilseilyä aiheuttavat
- lasitteessa olevat jännitteet, jolloin massa laajenee ja kutistuu enemmän kuin lasite ja lasite on tavallaan liian pieni suuri massan päällä
- liukenevien suolojen vapautuminen
massasta kuivatuksen aikana
- suolat härmistyvät massan pintaan heikentäen lasitteen kiinnittymistä ja aiheuttavat kuplia
Hilseilyä ehkäistään
- vähentämällä massan kutistumista laskemalla polttolämpötilaa tai vähentämällä haudutusta
- lisäämällä lasitteen kutistumista
- käyttämällä raaka-aineita, joilla on suurempi lämpölaajenemiskerroin
- vähentämällä lasitteen alumiinioksidin tai kvartsin määrää
- pyyhkimällä esine ja erityisesti sen reunakohdat sienellä ennen raakapolttoa
Lasitteen valuminen ja kiinni tarttuneet esineet
Lasitteet valuvat ja esineet tarttuvat kiinni toisiinsa tai uunikalustoon.
Kiinnitarttumisen ja valumisen syitä
- huolimaton lasittaminen ja pohjien puhdistus
- huoltamaton uunikalusto ja uunilevyt
- herkästi valuva lasite
- liian korkea lasituspolttolämpötila tai liian pitkä haudutus
- lasitteen pintajännitys ja/tai viskositeetti liian alhainen
- liian paksut lasitekerrokset
Kiinnitarttumista ja valumista ehkäistään
- jättämällä riittävä väli esineille lasituspolttoa latoessa
- puhdistamalla lasitettujen esineiden pohjat huolellisesti
- huoltamalla uunikalusto tarvittaessa ja käyttämällä uunilevyissä ja -pilareissa uunipesua
- muuttamalla lasitteen raaka-ainepohjaa liiallisen valumisen ehkäisemiseksi
Kuplat ja kuopat lasitteen sisällä tai pinnassa, kiehuva lasite
Kuopat, kuplat ja puhjenneet kuplat syntyvät lasitepintaan, kun
- lasitteesta ja massasta vapautuu kaasuja ja ilmaa
- lasite ei sula kunnolla
- lasite tai massa on ylipoltettu
- lasite ja massa eivät sovi yhteen
- lasitteella on liian alhainen pintajännitys ja lasitepinta muistuttaa jäätynyttä aallokkoa
- matalan polton lasitteet kiehuvat herkästi
- lasitteen matala viskositeetti edistää kiehumista. Korkea pintajännitys taas estää kiehumista
- voimakkaasti pelkistävä ilmapiiri saa lasitteen kiehumaan parikymmentä astetta alhaisemmassa lämpötilassa
- paljon booria tai bariumia sisältävät lasitteet kiehuvat herkemmin, kun taas sinkkioksidi ehkäisee kiehumista
Kuplia ja kuoppia ehkäistään
- polttamalla lasituspoltto hitaammin ja pidentämällä haudutusta huippulämpötilassa
- jäähdyttämällä poltto hitaammin
- vaihtamalla massan ja lasitteen yhdistelmä
- tarkistamalla raakapolttolämpötilaa, jotta kaasut pääsisivät haihtumaan jo raakapoltossa
- korjamalla liian alhaista pintajännitystä muuttamalla raaka-ainekoostumusta lasitteessa lisäämällä esimerkiksi MgO, Al2O3, ZnO tai CaO
- lasittamalla ohuemmin
- vähentämällä lasitteen viskositeettia lisäämällä sulattajien määrää. Toisaalta jäykässä lasitteessa kuplat jäävät pieniksi eivätkä kykene nousemaan pintaan
Neulanreiät
Neulanreiät syntyvät, kun massasta vapautuu lasituspolton aikana vielä kaasuja ja ilmaa, jotka vapautuessaan jättävät lasitepintaan pieniä reikiä.
Neulanreikien syntyyn vaikuttavat
- massan alipolttoisuus
- alilasitevärien käyttö ja niistä vapautuvat kaasut
- massassa oleva ilma
- massan liukenevat suolat
- suuri liidun määrä lasitteessa, jolloin lasitteen pintaan vapautuu karbonaattikuplia
- lasitteen alipolttoisuus, jolloin lasite ei ehdi tasaantua kiehumisvaiheen jälkeen
- lasitteen ylipoltto, jolloin osa aineista palaa pois ja alkaa uusi kiehumisvaihe, joka jää kesken
- neulanreiät kasvavat suuremmiksi lasitteissa, joissa on matala viskositeetti ja pintajännitys
- lasitteessa tai massassa oleva piikarbidi, kipsi tai sulfaattimuodossa tuodut raaka-aineet
Neulanreikiä ehkäistään
- nostamalla raakapolttolämpötilaa
- liottamalla plastiset savet huolellisesti massaan ja lasitteeseen
- korvaamalla liitu esim. wollastoniitilla
- välttämällä sopimattomia alilasitevärejä
- kiinnittämällä huomiota oikeaan lasituspolttolämpötilaan ja käyttämällä tarvittaessa haudutusta
Aaltoileva, huonosti tasoittuva lasitepinta
Huonosti tasoittuva lasitepinta syntyy, kun lasitteella on liian korkea pintajännitys. Lasitepintaan jää herkästi näkymään eri lasituskerrosten rajat ja valumakohdat, jotka näkyvät kohoumina myös lasituspolton jälkeen.
Lasitepintaa tasoitetaan
- alentamalla lasitteen pintajännitystä
muuttamalla lasitusreseptin raaka-ainepohjaa
- lisäämällä B2O3, K2O, Na2O tai Li2O
- tasoittamalla valumajäljet huolellisesti lasittamisen jälkeen
Värien haalistuminen poltossa
Värillisten lasitteiden haalistumista poltossa aiheuttavat
- ylipoltto
- lasituspohjan ja värjäävien oksidien tai valmisvärien yhteen sopimattomuus
- liian pitkä poltto
Haalistumista ehkäistään
- alentamalla polttolämpötilaa
- nopeuttamalla polttoa
- muuttamalla lasitepohjaa tai vaihtamalla se kokonaan (esim. sinkki ja boori pilaavat värejä)
- käyttämällä herkimpiin väreihin valmisvärejä (keltainen, punainen, vaaleanpunainen, vaaleanvihreä)
Sameat värit
Värit jäävät sameiksi, kun matta lasitepinta peittää värivaikutuksen alleen.
Sameuden syitä
- pintalasite on läpikuultamaton
- alipolttoisuus
- väärät väriyhdistelmät, jolloin värit samentavat toisiaan
- väriaineiden omat ominaisuudet
Värejä kirkastetaan
- lasittamalla värein koristellut esineet kirkkailla, läpikuultavilla lasitteilla
- nostamalla polttolämpötilaa
- käyttämällä oikeita värisekoituksia
Lasitteen pilkullisuus
Pilkkuja ja tummia epäpuhtauksia aiheuttavat
- epäpuhtaudet työkaluissa, työtiloissa, työvaatteissa tai raaka-aineissa
- karkeat lasiteraaka-aineet
- huolimaton värjäävien raaka-aineiden käsittely
Pilkkuja voidaan välttää
- pitämällä työympäristö puhtaana
- varastoimalla ja käsittelemällä raaka-aineita huolellisesti
- puhdistamalla lasitettavat esineet huolellisesti ennen lasittamista
- siivilöimällä lasite valmistuksen yhteydessä ennen käyttöä ja myös tarvittaessa käyttökertojen välissä
- latomalla uuniin värillisillä lasitteilla lasitetut esineet eri paikkaan kuin valkoisella ja kirkkaalla lasitteella lasitetut esineet
Lasituspoltto
Mahdollisia virheitä ovat
- väärä polttokäyrä eli liian nopea tai hidas poltto
- väärä polttoatmosfääri eli esimerkiksi pelkistyksen vaativa lasite poltetaan hapetattavassa poltossa
- väärä polttolämpötila
- ylipoltto, jolloin lasite on valuva ja epätasainen
- alipoltto, jolloin lasite on kuiva, karkea sekä huonosti sulanut ja tasoittunut lasite
Lasituspolton onnistumiseen voidaan vaikuttaa
- tarkistamalla uunin mittarin tarkkuus käyttämällä oikean lämpötilan polttokeiloja
- latomalla kirkkaaksi lasitetut esineet erilleen värillisistä, koska esimerkiksi boori, kromi ja kupari höyrystyvät voimakkaasti
- polttamalla lasitteet niille sopivassa
uuniatmosfäärissä, ilmapiirin muutokset vaikuttavat joidenkin raaka-aineiden
toimivuuteen
- voimakkaat värimuutokset, kuten kuparin pelkistyminen
- kiiltomuutokset
- metalloituminen
- pidentämällä polttoaikaa
- hauduttamalla huippulämpötilassa
- parantamalla ilmankiertoa uunitilassa
- harventamalla ladontaa etenkin alipolttoisissa osissa uunia
Lasitteen kierrättäminen
Lasitejätteet sisältävät usein pohjavesille vaarallisia raaka-aineita eikä niitä tule kaataa viemäriin. Erittäin pienet lasite-erät, joko jauheena tai nesteenä, voidaan hävittää sekajätteenä.
Yleisohjeena on se, että lasitteet viedään vaarallisen jätteen keräykseen. Keramiikan valmistuksen raaka-aineet voidaan luokitella vaaralliseksi jätteeksi, joka voi aiheuttaa vaaraa tai haittaa terveydelle ja ympäristölle.Koristelu- ja pintakäsittelymenetelmät
Raa’an saviesineen ja poltetun keraamisen esineen pintaa voidaan koristella lasitteen lisäksi myös muilla tavoilla.
Plastista koristelua voidaan tehdä esimerkiksi jättämällä esineen pintaan dreijaus- ja sorvausjäljet sekä erilaiset liitoskohdat. Esineen valmistamisessa voidaan käyttää värillisiä massoja, joita yhdistelemällä saadaan kuviota (nerikomi). Nahkakuivaa esinettä voidaan leikata, reijittää, raaputtaa ja kaivertaa. Pintaan voidaan painaa kuvioita myös erilaisilla leimasimilla, joita voidaan valmistaa esimerkiksi kipsistä.
Kiillotus
Yksinkertaisen pintakäsittelyn keramiikalle voi
tehdä kiillottamalla. Kiillottaminen tapahtuu esineen ollessa
raakavaiheessa ja nahkakuiva. Pintaa hangataan esim. lusikan pohjalla tai
sileällä kivellä. Näin saven huokoinen pinta muuttuu kiiltäväksi ja tiiviiksi,
kun pienimmät partikkelit pakkautuvat tiiviiksi kerrokseksi esineen pintaan. Kiillottaminen
soveltuu vain mataliin lämpötiloihin, sillä korkeassa lämpötilassa massan
sulamisreaktiot poistavat aikaansaadun kiillon.
Terra sigillata
Terra sigillata -niminen
liete on lähempänä engobea kuin lasitusta, vaikka se joskus muistuttaakin hyvin
ohutta läpinäkyvää lasituskerrosta. Terra sigillata valmistetaan erottamalla
savesta kaikkein hienojakoisin osa. Sitä käytettiin antiikin Kreikassa
tunnettujen, korkealuokkaisten ruukkujen koristeluun. Tuloksena saatiin tiivis,
kiiltävä, vettä ja likaa hylkivä pinta, jossa oli erittäin tarkkoja,
yksityiskohtaisia kuvituksia.
Engobe
Engobe on yleisnimitys raekooltaan hienojakoiselle savilietteelle, jonka tarkoituksena on peittää kokonaan tai osittain käytettävän massan oma väri. Engobe koostuu savesta, sulattajista ja mahdollisista väriaineista. Engoben koostumusta säädellään (laihdutetaan) epäplastisilla raaka-aineilla massan kutistuman mukaan.
Engoben käyttömahdollisuudet ovat laajat ja monipuoliset ja ne soveltuvat sekä matalaan että korkeaan polttoon. Engobea voidaan maalata, ruiskuttaa tai kastaa esineen pintaan. Engobesta saadaan värillistä sekoittamalla siihen värimetallioksideja tai väripigmenttejä. Engobe voidaan lisätä esineen pintaan, kun se on nahkakuiva, täysin kuiva tai raakapoltettu. Kun engobea käytetään raakapoltetulle pinnalle, siihen tulee lisätä liima-aineita, joilla se tarttuu paremmin esineen pintaan.
Engoben päälle voidaan laittaa erivärisiä lasitteita.
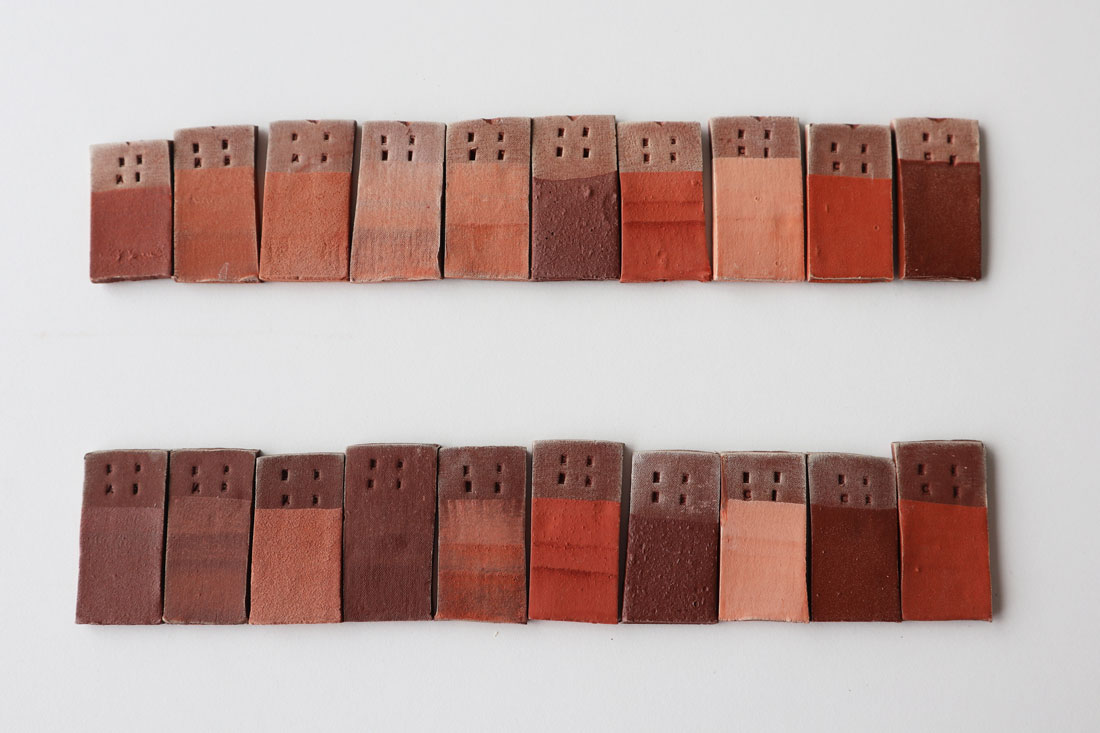
Alilasiteväri
Alilasiteväri on nimensä mukaisesti lasitteen alla. Se lisätään raakapoltetun mutta vielä lasittamattoman esineen pintaan esimerkiksi siveltimellä. Esine lasitetaan alilasitevärin päältä. Alilasitevärejä saa valmiina mutta sellaisen voi tehdä myös itse sekoittamalla noin 3 osaa käytettävää kirkasta lasitetta ja 7 osaa väripigmenttiä. Väriin voi lisätä sakkautumisen estämiseksi bentoniittia (kuiva-aineista painosta 1–2 %). Valmiiseen väriin voi lisätä muutaman tipan etikkaa.

Kuvat
Chen, Tzuyu. Engobe.
Shimatsuka, Eri. Alilasite.
Terveys ja työturvallisuus
Raaka-aineet, savet ja lasitteet
Pölyn välttäminen
Saven ja lasitteiden raaka-aineet koostuvat pääosin piidioksidipohjaisista raaka-aineista ja aiheuttavat suurimman terveysriskin ilmassa. Hiukkaset ovat hyvin pieniä, eivätkä näy ihmissilmälle. Siksi ne ovat näkymätön riski keuhkoille pitkän ja toistuvan altistumisen tapahtuessa. Pitkäkestoisen piidioksidipölyn hengittämisen pahimmat sivuvaikutukset ovat keuhkofibroosi ja keuhkosyöpä.
Hyvään ja terveelliseen studiokäyttäytymiseen kuuluu siisteys ja puhtaus. Lattiat ja pinnat tulee aina puhdistaa kostealla rätillä suurimman pölyn poistamiseksi. Suurin yleisesti unohdettu terveysvaara on likaiset lattiat. Kun kävellään kuivuneen saven ja lasitejäämien yli, ne hajoavat ja muuttuvat pölyksi jatkuvasti.
Maskin tai hengityssuojaimen käyttö hienojakoisten hiukkasten suhteen on tärkeintä sekoitettaessa jauhemaisia raaka-aineita, ruiskutettaessa lasitteita tai hiottaessa uunilevyjä, koska näissä tapauksissa materiaalit leijuvat ilmassa jopa näkymättömänä pölynä.
Pölyn välttämiseksi raakapoltettuja esineitä ei saa koskaan hioa kuivana. Raakapoltetun keraamisen kappaleen tulee olla täysin märkä, kostutettu vedellä, jolloin sen hiomiseen voi käyttää vesihiomapaperia.
Tiettyjä matalan polton pinnoitustekniikoita tulee suorittaa varoen, kaasunaamaria ja hyvää ilmanvaihtoa käyttäen, mukaan lukien posliinimaalit ja lysterit.
Elintarvikekelpoisuus
Jos teet ruuan valmistukseen tai ruokailuun tarkoitettuja keramiikkaesineitä, tarkista lasitteen käyttöturvallisuustiedote ja tutustu siihen huolellisesti. Keraamisen käyttöastian elintarviketurvallisuus riippuu lasitteen pinnasta, savimassasta ja lasitteen kypsyydestä sekä levitystavasta. On laboratorioita, jotka testaavat lasitepinnan turvallisuuden (kuten EVIRA), mutta yleisimmät lasiteviat ovat haitallisia pitkäaikaisessa käytössä ja näkyvät nopeasti. Ruuan tai juoman kanssa käytettävän astian sisäpinnan tulee olla kiiltävä tai puolimatta ja ehjä. Mattalasitteet koostuvat usein pienistä kuplista, joita ei voida nähdä paljaalla silmällä. Halkeilleita lasitteita ei myöskään tulisi käyttää.
Käyttöturvallisuusohjeet
Käyttöturvallisuustiedote (KT-tiedote) on tärkein asiakirja, jonka materiaalitoimittaja tai valmistaja toimittaa keraamisten raaka-aineiden, saven, lasitteiden jne yhteydessä riskien, sisällön ja turvallisuuden tietojen antamiseksi. Tarkat vaatimukset vaihtelevat maittain, mutta alla olevat tiedot ovat yleisimpiä keramiikan materiaaleille.
Käyttöturvallisuustiedote sisältää raaka-aineen tai materiaalin osalta seuraavat tiedot:
- tunnistaminen ja käyttö
- vaaralliset ainesosat
- reaktiivisuusdata
- toksikologiset ominaisuudet
- ehkäisevät toimenpiteet
- Ensiaputoimenpiteet
- päivämäärä ja kuka on valmistellut käyttöturvallisuustiedotteen
Esimerkiksi, osoitteessa https://www.spectrumglazes.com/msds.html voi nähdä satoja Spectrum-tuotteiden käyttöturvallisuustiedotteita. Tämä on olennainen asiakirja muuten täysin tuntemattomien materiaalien kannalta. Turvallisuus- ja kemikaalivirasto Tukes käsittelee näitä käyttöturvallisuustiedotteita myös verkkosivuillaan https://tukes.fi/en/chemicals/reach/safety-data-sheet
Uunit
Keramiikkauunit ovat useimmiten suuria teollisuusuuneja, jotka kuumenevat todella kuumiksi. Ennen kuin kosket uuniin, on tarkastettava lämpötila ja tiedettävä, onko tarkoituksenmukaista tai turvallista avata se tai koskettaa sitä. Kun uuni jäähtyy, se voidaan raottaa 300 °C:ssa ja avata 200 °C:ssa. Uuni voidaan tyhjentää keramiikkaesineistä (purkaa) vasta kun esineiden käsittely on turvallista. Uunin käyttäjät tulee aina ottaa huomioon.
Kuumuus ja suojavarusteet
Uunit eristetään huokoisilla tiilillä, mutta kun uunit poltetaan välille 800–1300 °C, uunin metallinen ulkopinta kuumenee. Ennen kuin uuni käynnistetään, varmista aina, että sen päälle tai lähelle ei jää mitään syttyvää, kuten puiset laudat, joita käytetään töiden kuljettamiseen. Kuumaa uunia avattaessa ja purettaessa on aina käytettävä erityisiä tulenkestäviä käsineitä. Kun lasite on sulanut uunilevyyn tai kappale rikkoutuu, on oltava erittäin varovaisia ja käytettävä hansikkaita myös puhdistuksessa, koska lasite ja keraamiset kappaleet ovat teräviä kuin lasi. Uunilevyjen puhdistuksessa on myös käytettävä suojalaseja ja hengityssuojainta.
Uunit tulee aina puhdistaa käytön jälkeen. Jos siinä esiintyy vika tai jotain on rikki, on ilmoitettava uunin haltijalle, huollettava ja peruskorjattava ajoissa. Kaikki kokeelliset poltot, jotka sisältävät esimerkiksi orgaanista ainetta, on huolellisesti suunniteltava, koska ne voivat aiheuttaa vaarallista savua ja höyryjä tai vahingoittaa laitteita.
Uunikaasut
Kaikista keramiikkapoltoista syntyy haitallisia kaasuja, jotka sisältävät hiilimonoksidia, rikkidioksidia ja fluoriyhdisteitä. Uunien tulee aina olla erillisessä ja hyvin tuuletetussa huoneessa erillään studiosta. (Health & Safety, e.p.)
Suolapoltot tuottavat hydroklodirihappoa, joka on myrkyllistä. Sitä ei tule suorittaa sisätiloissa, ja jos suolapoltto suoritetaan ulkona, alue tulisi tyhjentää ihmisistä, kun suola lisätään uuniin. Viime vuosikymmeninä soodaa (natriumbikarbonaattia tai yleisesti tunnettua ruokasoodaa) on käytetty vaihtoehtona ja se synnyttää omat ainutlaatuiset efektinsä.
Kipsi
Kipsiä tulee käsitellä samalla tavalla kuin mitä tahansa muuta kuivaa keramiikan materiaalia, koska sen pitkäaikainen hengitys voi aiheuttaa astman (ks. kohta yllä). Kuivaa kipsiä mitattaessa on aina käytettävä ilmanvaihdon lisäksi hengityssuojainta. Kaikki kipsipalat on puhdistettava työskentelyalueelta ja heitettävä roskakoriin. Lattialla olevan kipsin päälle astutaan ja se hajoaa hiukkasiksi hengitysilmaan. Kipsin ei pitäisi koskaan joutua tiskialtaaseen, koska se tukkii viemärit ajan myötä. Ylimääräinen kipsi tyhjennetään ämpäristä sitä varten tarkoitettuun astiaan, ei koskaan huuhdota viemäriin.
Kun tehdään kipsimuotti kehonosasta, tulee olla erityisen varovainen, eikä sitä tule tehdä ilman ammattilaisen konsultaatiota. Nestemäistä kipsiä ei tule käyttää välittömästi ihoa vasten, koska kipsi kuumenee kovettumisensa aikana ja voi polttaa ihoa. Myös kehonosa, kuten käsi, voi juuttua kiinteään, kivimäiseen kipsikappaleeseen, joka pystytään rikkomaan vain voimalla.
Koneet ja laitteet
Kaikkia pyöriviä koneita tulisi käyttää hiukset sidottuina ja ilman vaatteita, joissa on naruja tai muita helposti kiinnijääviä osia. Koneet, kuten sekoittimet ja tehosekoittimet, on aina kytkettävä pois päältä tai irrotettava pistorasiasta, kun ne puhdistetaan tai niitä ei käytetä.
Jotkut studiolaitteet ovat painavia ja koostuvat useista kappaleista, kuten kavaletit ja kipsimuotit. Kiinnitä muotit aina yhteen ennen kuin siirrät niitä ja kanna kavaletteja pohjasta, koska pohja voi irrota päälliosasta ja irrota. Näin estät raskaiden esineiden pudottamisen varpaillesi.
Aalto-yliopiston keramiikkastudion pohjapiirros (2022). Laitteet on sijoitettu siten, että eri toiminnot sijaitsevat eri tiloissa.

Lisämateriaalit
Yllä olevasta linkistä pääset lukemaan kirjaan liittyviä artikkeleita ja lisämateriaalia.
Keramiikan sanasto
Yllä olevasta linkistä pääset Keramiikan sanastoon. Sanasto on vielä työn alla ja siksi keskeneräinen.
Lähteet
Brinck, J. 2019. Keramiikan valmistuksen prosessi sekä valmistus- ja koristelutekniikoita. Aalto Yliopisto. Julkaisematon luentomateriaali.
Currie, I. 2022 Understanding Glazes. Viitattu 7.7.2022 https://glazes.org/understanding-glazes.html
Galloway, J. 2022. Chemicals: Use and Disposal. Viitattu 7.7.2022 http://ceramicsfieldguide.org/chapter-5/chemicals-use-and-disposal
Gebhart, T. 2021. All about pyrometric cones. Ceramic Arts Network Daily. Viitattu 7.7.2022 https://ceramicartsnetwork.org/daily/ceramic-supplies/ceramic-raw-materials/all-about-pyrometric-cones/
Geologian tutkimuskeskus. 2010. Retkeilijän kiviopas. Viitattu 7.7.2022 https://tupa.gtk.fi/julkaisu/erikoisjulkaisu/ej_078.pdf
Geologian tutkimuskeskus. 2022. Hienorakeiset kerrostumat eli postglasiaaliset savet. Viitattu 7.7.2022 http://weppi.gtk.fi/aineistot/mp-opas/postsavikot.htm
Hamer, F. Hamer, J. 1986. The potter’s dictionary of materials and techniques. Lontoo, A&C Black (Publishers) Ltd.
Hansen, T. Raku. Viitattu 7.7.2022 https://digitalfire.com/glossary/75
Hansen, T. Reduction Firing. Viitattu 7.7.2022 https://digitalfire.com/glossary/reduction+firing
Hortling, A. (1995). Kivinen maa. Taideteollinen korkeakoulu. Helsinki, Yliopistopaino.
Hortling, A. 1999. Luuposliinin historia. Taideteollinen korkeakoulu. Julkaisematon luentomateriaali.
Hortling, A. 200. Värimetallioksidit. Taideteollinen korkeakoulu. Julkaisematon luentomateriaali.
Hortling, A. 200?. Värioksidit. Taideteollinen korkeakoulu. Julkaisematon luentomateriaali.
Hortling, A. 2002. Yleistä lasittamisesta ja lasitteista. Taideteollinen korkeakoulu. Julkaisematon luentomateriaali.
Hortling, A. 2022 Lasite ja lasittaminen. Viitattu 7.7.2022 http://www.airihortling.fi/
Hortling, A. 2022. Keramiikan värit ja pigmentit. Viitattu 7.7.2022 http://www.airihortling.fi/
Hortling, A. Siren, K. 1991. Suomalaisen punasaven ja kalsiumoksidin aiheuttamat värinmuutokset kivitavaralasitteissa. Taideteollinen korkeakoulu.
Jokinen, E. 2019. Keramiikan kemiaa, empiirinen kaava. Aalto Yliopisto. Julkaisematon luentomateriaali.
Jokinen, E. 2019. Lasiteluento. Aalto Yliopisto. Julkaisematon luentomateriaali.
Jokinen, E. 2019. Saviluento. Aalto Yliopisto. Julkaisematon luentomateriaali.
Jylhä-Vuorio, H. 2003. Keramiikan Materiaalit. Kuopio, Taitemia.
Kallio, E. 1975. Keramiikan sanasto. Suomen keraaminen seura, Keramiska sällskapet i Finland. Julkaisematon teos.
Karttakeskus. 2017. Digikoulukartasto. Viitattu 7.7.2022 DigikoulukartastoOpettajalle_OPETTAJAN_LISÄMATERIAALI_sivut01-48
Lautenbacher, N. (toim.) 2020. Kantava maa. Aalto Arts Books. Jelgava, Latvia.
Lautenbacher, N. 2016. Keramiikan materiaalit ja poltto. Aalto Yliopisto. Julkaisematon luentomateriaali.
Lautenbacher, N. 2019. Manufacturing Techniques in Ceramics, Product Design in Ceramics. Aalto-yliopisto. Julkaisematon luentomateriaali.
Lehtinen, M. Nurmi, P. Rämö, T. (toim) 1998. Suomen kallioperä: 3000 vuosimiljoonaa. Helsinki, Suomen Geologinen Seura ry.
Levin, S. 2017. Wadding for Wood Firing. Viitattu 7.7.2022 https://ceramicartsnetwork.org/daily/firing-techniques/wood-kiln-firing/wadding-for-wood-firing/
Mäkelä, M. Latva-Somppi, R. 2019. Traces from the Anthropocene. Working with Soil. Viitattu 7.7.2022 https://www.aalto.fi/en/events/traces-from-the-anthropocene-working-with-soil
Maynard, D. 1980. Ceramic glazes. Lontoo, Borax Holding Limited.
Moisander, K. 1972. Kalle Männistö, vanhan koulun savenvalajamestari. Kotiteollisuuslehti No 5.
Murphy, E. 2006. What is Soda Firing? Viitattu 7.7.2022 http://potteryblog.com/tag/hydrochloric-acid/
Niemelä, M. 2010. Kestävää muotoilua mallintamassa: tulkitseva käsitetutkimus taideteollisen muotoilun näkökulmasta. Aalto Yliopisto. Tohtorin väitöskirja.
Pelkonen, T. 2009. Massojen ja lasitteiden valmistus. Aalto Yliopisto. Julkaisematon luentomateriaali.
Pelkonen, T. 2009. Muodonantomenetelmät. Aalto-yliopisto. Julkaisematon luentomateriaali.
Pelkonen, T. McPartlan, M. 2020. Ceramics Workshop. Aalto Yliopisto. Julkaisematon luentomateriaali.
Rado, P. 1969. An Introduction to the Technology of Pottery. Elsevier Science & Technology Books.
Salmenhaara, K. 1973. Saviseosten plastisuus, valusaven iästäminen ja siitä syntyvä haitta, värilliset saviseokset. Julkaisematon luentomoniste.
Salmenhaara, K. 1974. Alkalit ja alkalilasitukset. Julkaisematon luentomoniste.
Salmenhaara, K. 1975. Syventäviä tietoja suolalasitusmenetelmään ja varsinaiseen polttotapaan. Julkaisematon luentomoniste.
Salmenhaara, K. 1983. Keramiikan Massat, Lasitukset, Työtavat. Keuruu, Otava.
Suomen Kansallinen Geologian Komitea. 2018. Savi ja siltti. Viitattu 7.7.2022 https://www.geologia.fi/2018/06/03/savi-ja-siltti/
Suomen Ympäristökeskus. 2014. Itämeren vaiheet. Viitattu 7.7.2022 https://www.jarviwiki.fi/wiki/Itämeren_vaiheet
Turvallisuus- ja kemikaalivirasto. Käyttöturvallisuustiedote. Viitattu 7.7.2022 https://tukes.fi/en/chemicals/reach/safety-data-sheet
Zakin, R. Bartolovic, F. 2015. Electric Kiln Ceramics. American Ceramic Society. Viitattu 7.7.2022 https://ceramicartsnetwork.org/daily/firing-techniques/electric-kiln-firing/quartz-inversion-and-other-important-stages-of-firing-pottery/
Zakin, R. Bartolovic, F. 2022. Electric Kiln Ceramics. American Ceramic Society. Viitattu 7.7.2022 https://ceramicartsnetwork.org/daily/firing-techniques/electric-kiln-firing/introduction-electric-pottery-kilns/